フライス 加工時間 計算

スマートフォン用アプリ 住友電工ハードメタル事業部 住友電工ハードメタル株式会社
Http Www Ncost Co Jp Page Book Index Pdf Kikai Pdf
Http Www5a Biglobe Ne Jp Satocon Omi Ltd Pdf

見積ソフト機械加工 Jcpindex

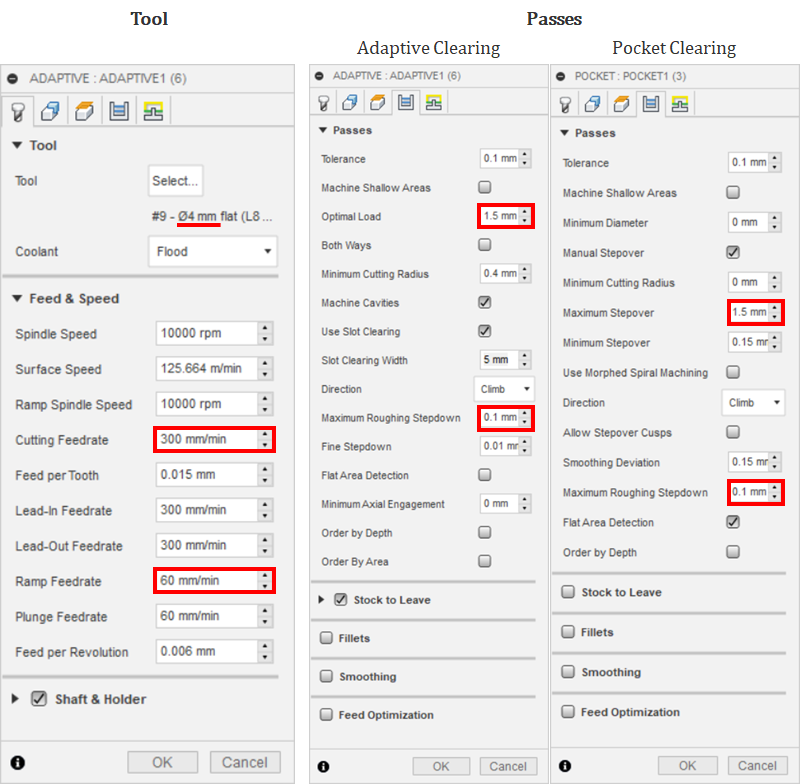
フライス加工タブ パラメーター オフセット仕上げ Featurecam 製品 18 Autodesk Knowledge Network
個人向け加工事例 大阪府柏原市の有限会社平野製作所 個人向け加工
プロパティ(記号) 関連リンク集 (MachiningCloud) 一般規格 / その他.

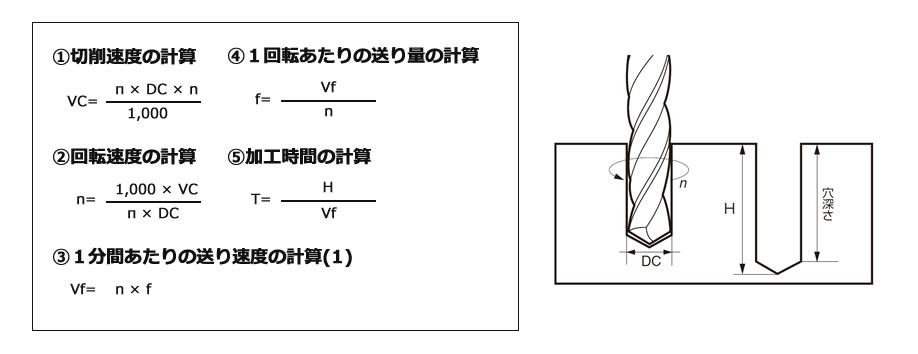
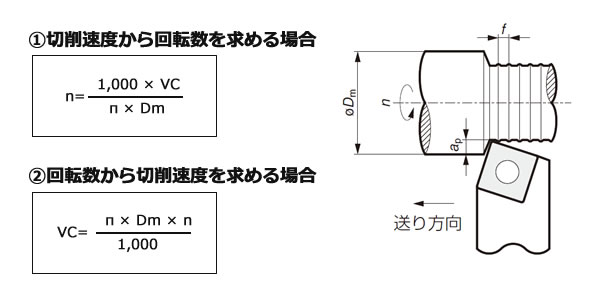
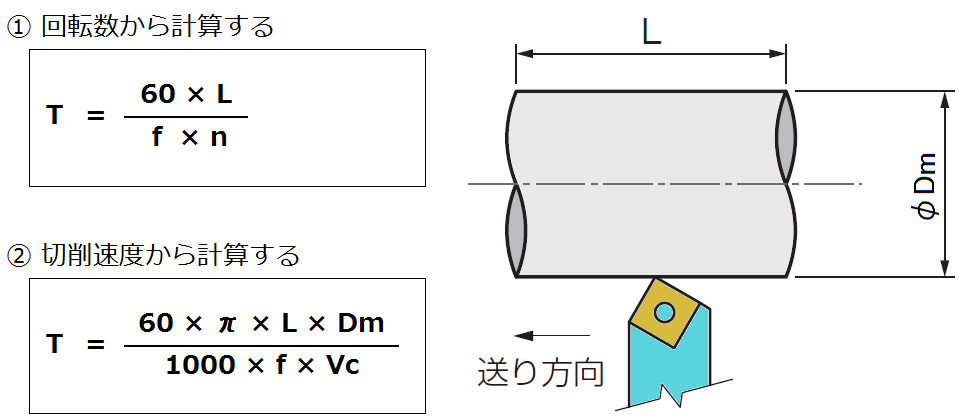
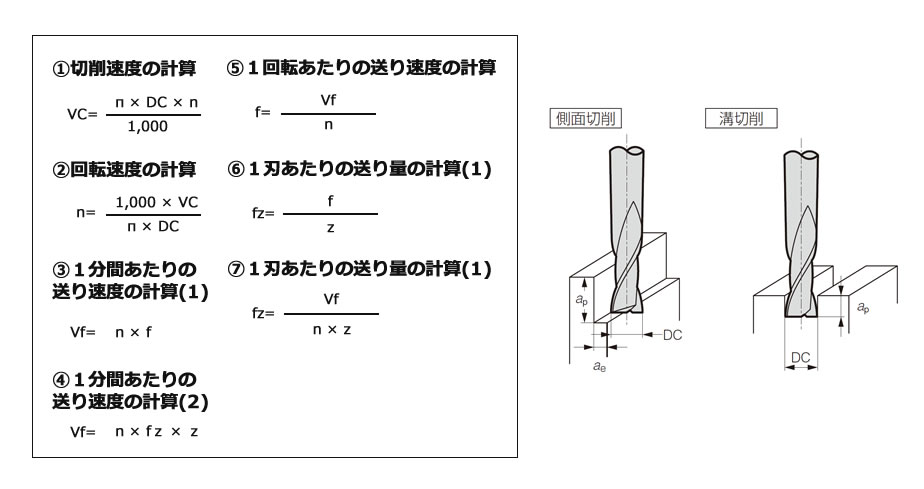
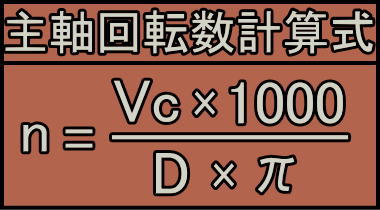
フライス 加工時間 計算. ⑤切削加工時間 (旋削) ・回転数一定 外径切削 端面切削 ・切削速度一定 外径切削 端面切削 T : 切削加工時間 (min) L : 加工長(mm) f : 送り(mm/rev) n : 回転数(min-1) π : 3.14 円周率 D : 被削材直径(mm) Vc : 切削速度(m/min) D1 : 加工径(mm) D2 : 最大回転数の範囲 d : 内径(mm). 三菱マテリアルが提供する超硬工具の切削加工計算を主体としたアプリです。 計算は数値を入力するだけで主軸回転速度や切削速度など自動的に計算できます。 また逆計算にも対応しており簡単に数値が求められます。以下がメニューです。 ・フライス加工計算式 ・旋削加工計算式 ・穴加工. 座標計算グラフィカル 1.0 2次元の座標計算 (15.09.10公開 76k) 文字カット 1. 多彩な加工パターンが出力できる文字加工に特化したNCデータ作成ソフト (14.06.06公開 432k).
工具径 x 0.3 = ドリル肩寸法 例 Φ10.0のドリルを使って穴加工をするとき図面寸法にドリルの肩寸法 10.0×0.3=3 3mmをプラスして加工。 図面寸法が穴加工深さmmの場合、ドリルの先端から23mmで加工。 円周上穴位置計算. このオープンセミナでは加工時間を効率よく算出するソフト、見るtime、見るtime5をご紹介いたします。 下記に当てはまるような方はぜひご覧ください。 加工終了を頻繁に確認しに行くことがある。 新規部品の加工時間を計算したが大幅にずれる。. 加工終了時間が正確にわかると ・加工終了を頻繁に確認しに行く必要がなくなる ・加工終了後は、速やかに次加工の段取りができる ・電極加工であれば、放電加工への引き渡し時間が明確になる ・まだ終わらない----イライラ解消 加工時間が正確にわかると.
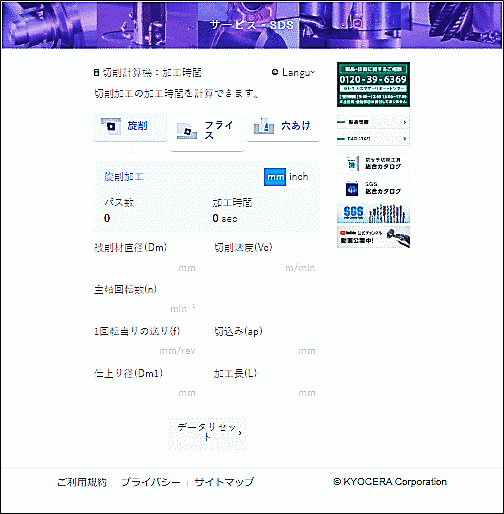
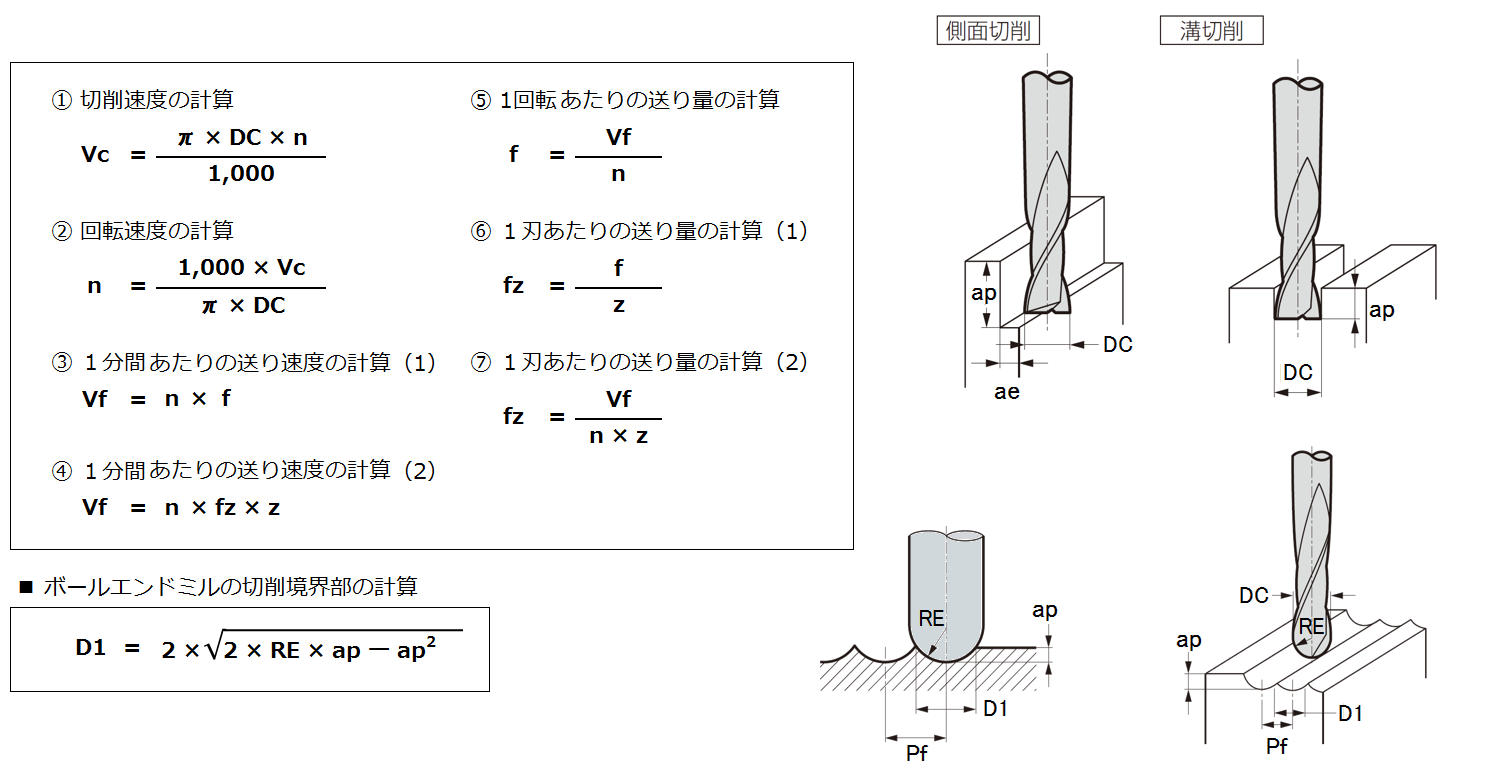
加工計算ツール (旋削加工) 推奨ブラウザ:Chrome, Edge, Firefox, Safari. フライス加工 – 定義 切削速度、v c 切刃がワークを加工する表面速度を示します。 実質切削速度、v e 有効径 (DC ap) における表面速度を示します。この値は、現在の切込み深さ (a p) における実質切削条件を確定するのに必要になります。これは、丸チップカッター、ボールエンドミル、および. 主軸回転数(n) 1回転当りの送り(f) 切込み(ap) 仕上り径(Dm1) 加工長(L) データリセット.
次に,溝工具のノーズrが0.2㎜であるため,ノーズr補正量を計算し,c1.5部の形状を正し く加工できるように,上記プログラムのn10およびn11のブロックを変更する。 ただし,補正量の計算は, ⊿x(半径値)=⊿z=0.6×ノーズr とし,n10ではz方向のみの. プロパティ(記号) 関連リンク集 (MachiningCloud) 一般規格 / その他. 半径 x cos角度 = X.
よく使う計算式 よく使う用語 送り速度(おくりそくど) ドリルなどの工具が被削材に対して穴を空ける速さのことで単位はVfで表します。 切り屑(きりくず) 切削したあと、被削材から発生する切削屑のことです。安全かつ効率的な作業を行うためには、. 切削速度や動力、加工時間などの計算を自動で行います。 計算したい項目以外を埋めて、「計算実行」をクリックしてください。( 一部、必須項目があります。) ※Javascriptが有効でないとご利用できません。 ※計算の仕様続きを読む. クーラントの種類 汎用旋盤・フライス盤で加工するときは大抵の場合はクーラント使いませんよね。 使うとしてもハケで油を塗る程度だと思います。 ncフライスもクーラントはあまり使いません。 では、なぜマシニングセンターやnc旋盤は大量にクーラントをかけるのでしょう。.
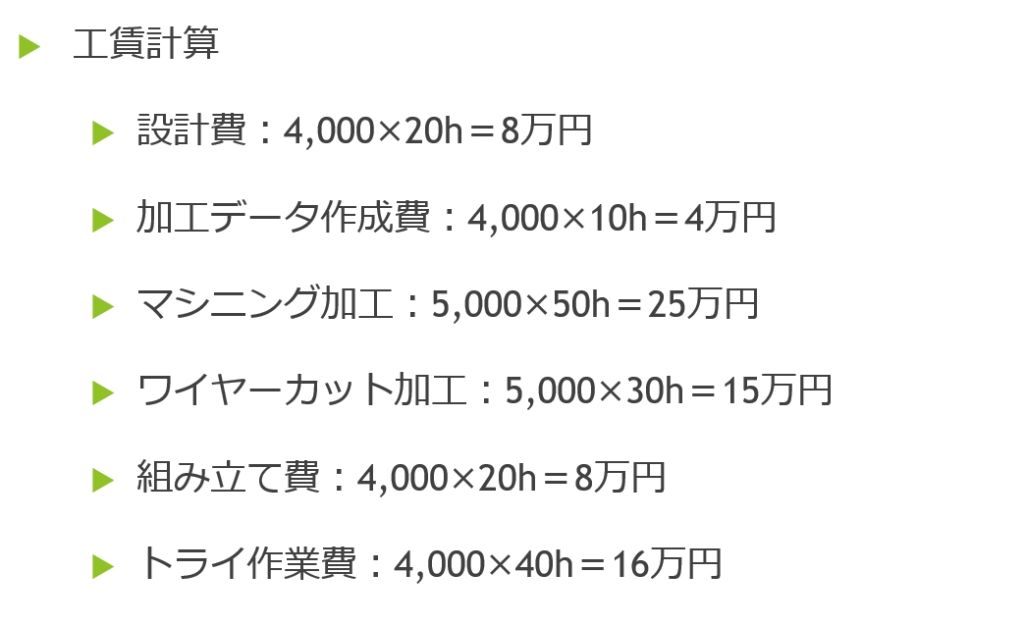
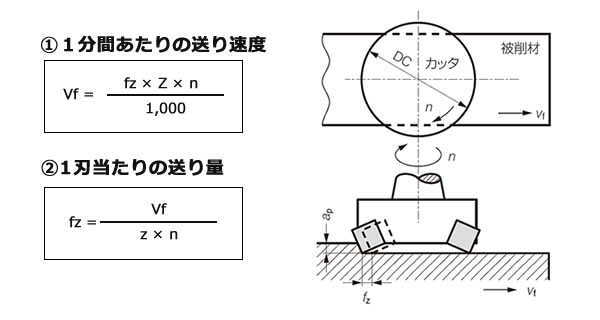
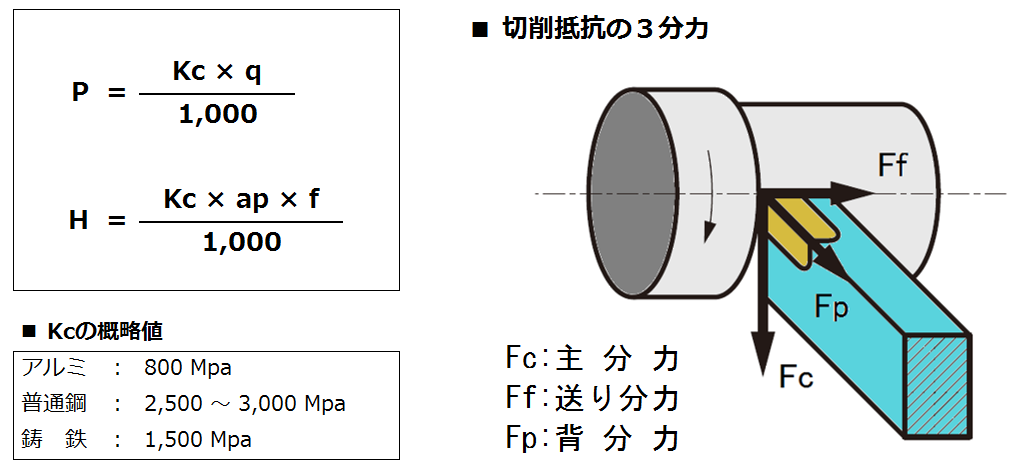
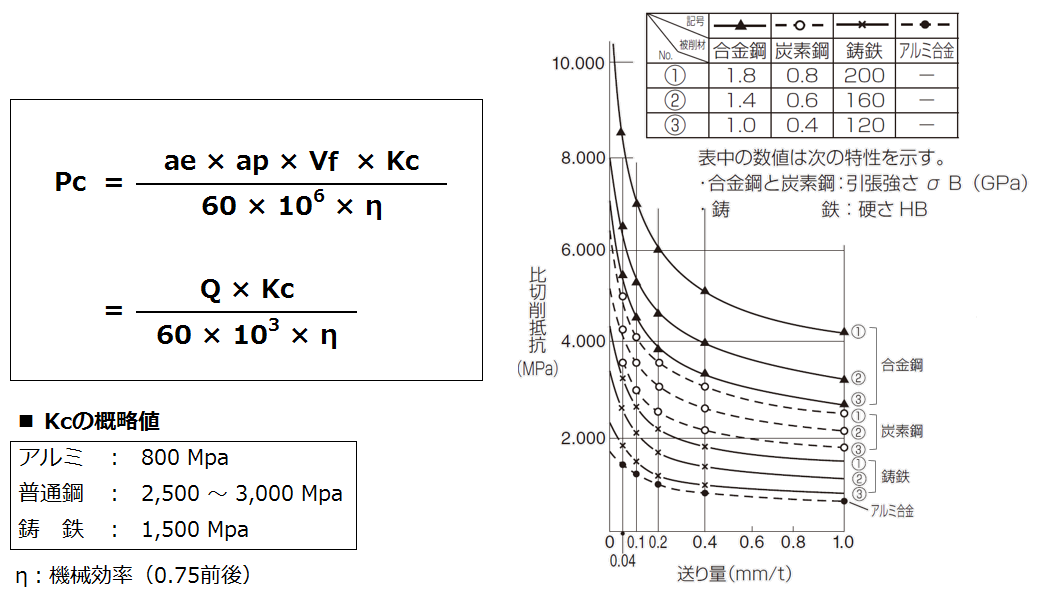
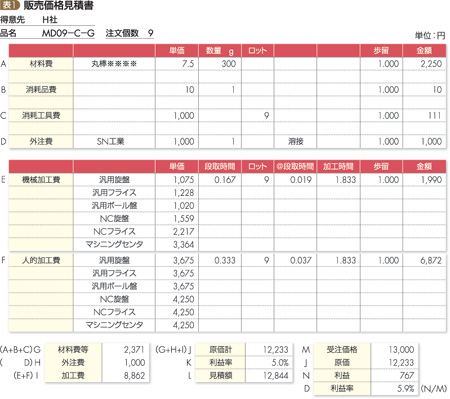
・ 余裕時間 疲労余裕時間、作業余裕時間、職場余裕時間など ④ 加工費レートの計算 加工費レートとは、加工に必要な直接労務費、機械費、一般経費を含めたものの単位時間当 りの費用を言います。加工費レートの算出の方法は、作業の主体が機械か人か. 加工費は次のように計算します。 加工費円/個 = 部門単価円/h × 製品1個を作る所要時間h × (1 + 不良率) 「部門単価」とは、製造ラインで製品を作るのにかかる費用です。1時間あたりの費用です。. Tc:加工時間 min Cutting time vf :1分間当りのテーブル送り速度 ㎜/min Feed rate per minute of table L :テーブル総送り長さ(被削材長さ+フライス直径)㎜ Overall table feed length (workpiece length + grinder dia.) Pc:切削動力 kW Cutting power (horsepower) ae:切削幅 ㎜ Cutting width.
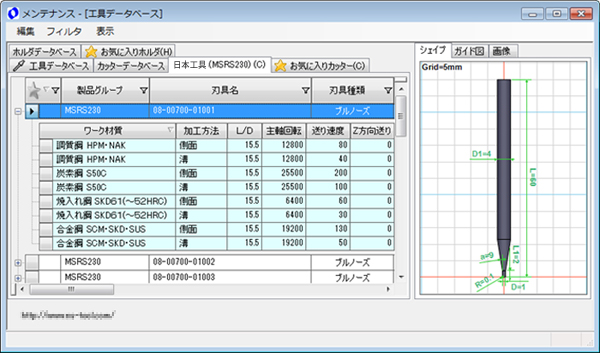
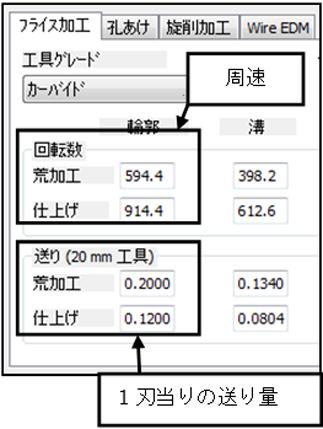
レーザ加工とは、レーザ光を材料に照射して加工を行う方法です。レーザと聞くと、スター・ウォーズのライトセーバーや東京タワーのライトアップなどを想像するのではないでしょうか? レーザ(Laser)は、Light Amplification by Stimulated Emission of Radiationの頭文字を取った合成語です。. 1 平面加工(荒) t01 正面フライス 955 764 0 - 2 平面加工(仕) t01 正面フライス 1911 459 0 - 3 輪郭加工(荒) t02 エンドミルφ 1274 3 10 d02 4 輪郭加工(仕) t03 エンドミルφ 3185 478 10 d03 5 心もみ加工 t04 センタドリル 5308 531 0 - 6 ねじ下穴加工 t05 ドリルφ5. Mscz440 炭素鋼 (s50c) 高能率加工.
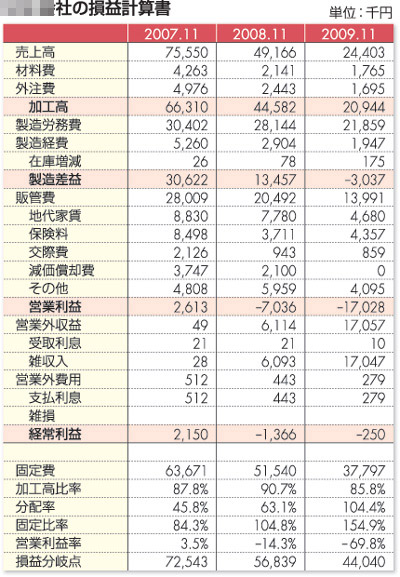
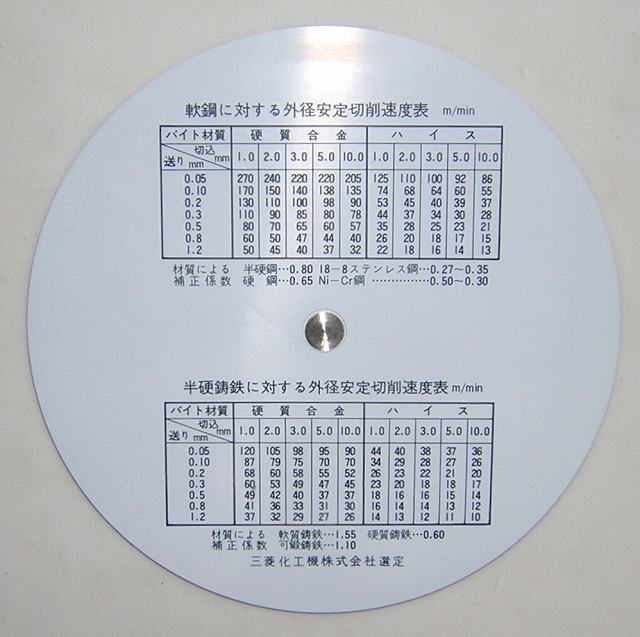
算出した1分間の切削長さを次の計算式に代入すると切削時間が計算できます。 切削時間(min) = 加工物の長さ(mm) ÷ 1分間の切削長さ(mm/min) 上記の例だと、100mm ÷ 400mm/min = 0.25minです。0.25分は15秒なので、長さ100mmの素材を主軸回転数1000min-1 ・送り量0.4mm/revで. 4.加工条件と作業時間 (1)加工条件の考え方 (2)加工時間の計算方法 (3)検定課題を例にした加工時間の計算 2.0 5.課題加工実習による検証と対策 (1)実習課題の制作 (2)加工精度の確認. 5時間で150,000円=1時間にチャージ30,000円 =1人1時間15,000円 うちの加工ではできない特殊な加工であるが機械があ れば言葉が悪いが素人でもできるような加工で機械も よくいって100万円ぐらいだから僕が思う機械チャ.
フライス加工における比切削抵抗に関する御質問フライス加工における比 Yahoo 知恵袋

旋削加工とは 3分でわかる 専門家がわかりやすく解説します 金属加工の見積りサイトmitsuri ミツリ

たわ犬 海辺に住む投資家 いいこと書いてあるんだが 切削加工で旋盤研削フライス がわかっていればいいというのはまずい 量産品にワイヤーカット 細穴放電加工 少量品のブローチ加工に転造 ラック加工とか平気でいれてくるやついるからなあ 加工時間の

有限会社溝口製作所 愛知県で金属の切削加工をお探しなら

金属切削加工でよく使う計算式 用語 技術情報 Misumi Vona ミスミ

コストテーブル コスト工学図書 標準原価計算テーブル便覧 機械加工編

2 5軸 3軸フライス加工プログラミング Sprut Technology Ltd

機械加工コストテーブル便覧 与那覇三男 著 本 通販 Amazon

フライス加工
全商連 全国商工新聞

見積ソフト 切削 研削コストテーブル 日本コストプランニング イプロスものづくり

細かく削り 磨く研削加工 日経クロステック Xtech

Page 1809 C009j1 General Catalog
ニュース お知らせ 機械工具 京セラ

見積ソフト機械加工 Jcpindex

フライス加工タブ プランジ荒加工 Featurecam 製品 18 Autodesk Knowledge Network

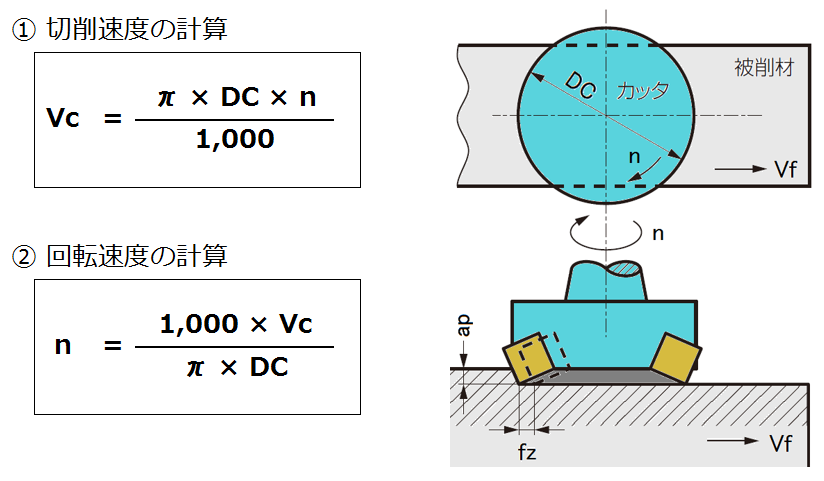
正面フライス加工の計算式 三菱マテリアル株式会社

Vericut Force 物理学ベースのncプログラム最適化モジュール 株式会社aiソリューションズ のカタログ無料ダウンロード 製造業向けカタログポータル Aperza Catalog アペルザカタログ
Http Www Nmri Go Jp Oldpages2 Eng Khirata List Others Design05 Pdf
計算尺 Concise 工作機械用時間計算器

旋削加工とは 3分でわかる 専門家がわかりやすく解説します 金属加工の見積りサイトmitsuri ミツリ
技術情報 ホーン 株式会社izushi 株式会社出石

フライス加工における切削加工面の凹凸形状の算出方法及び凹凸形状の
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル

技術資料

コストテーブル コスト工学図書 標準原価計算テーブル便覧 機械加工編

ワイパーインサート 三菱マテリアル株式会社
動画で勉強 ドリル加工の加工時間 マシニングセンタでの加工 原価計算 Nujonoa Blog

全商連 全国商工新聞
切削加工の計算式 機械加工計算式集 なるほど 機械加工入門 キーエンス
金型メーカーや機械加工業の原価管理はどのようにやれば良いですか 金型 部品加工業専門コンサルティング 加工コンサル

Fmaxカッタ 正面削りカッタのご紹介

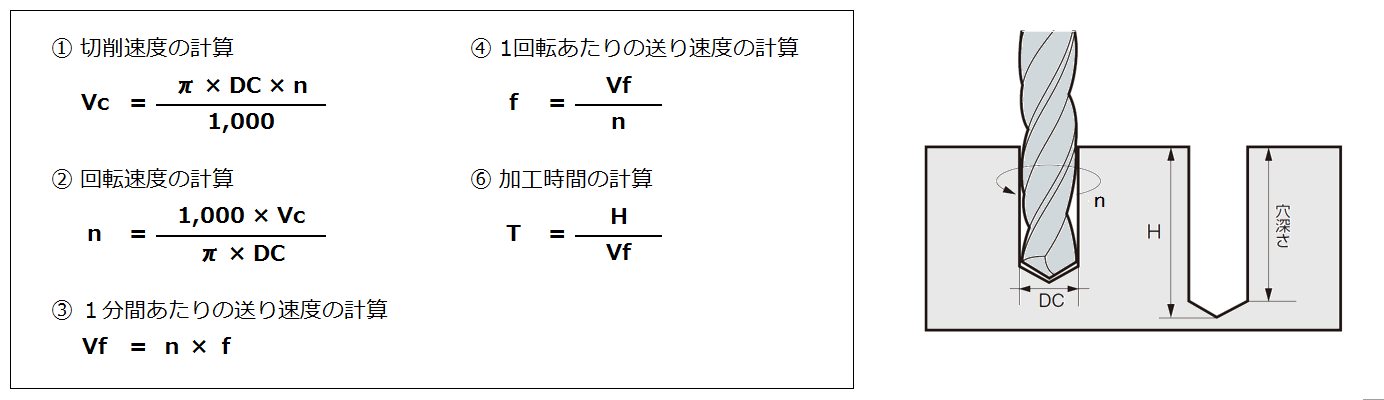
加工計算ツール 穴あけ加工 住友電工ハードメタル事業部 住友電工ハードメタル株式会社

Ncフライス加工入門 岩月 孝三 本 通販 Amazon

切削加工品見積ソフト 機械加工 金属加工 見積ソフト 製造業マッチングサイト

Hfc加工早い送り速度と切削速度
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル
エンドミル加工の仕上げ送り速度をどこまで上げてよいかわかりません どう考えたらよいですか 金型 部品加工業専門コンサルティング 加工コンサル
Makino 3d Cam System Ffcam
鋼材の応力 たわみの自動計算シート作成による計算時間短縮 装置部品加工センター ヨコキ株式会社
動画で勉強 フライスの加工時間 マシニングセンタでの加工 原価計算 Nujonoa Blog
2

設計者のためのコスト見積もり力養成講座 機械設計 見積もり コストダウン 機械 本 雑誌 日刊工業新聞
動画で勉強 フライスの加工時間 マシニングセンタでの加工 原価計算 Nujonoa Blog

Production Module 製品カタログ 伊藤忠テクノソリューションズ イプロスものづくり
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル

Walter 切削データ計算機 Google Play のアプリ
2
Www3 Jeed Or Jp Ehime Poly Hl52qsi9g4 Att Hl52qsxmah Pdf
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル

加工計算アプリ

旋削加工の切削条件による影響 三菱マテリアル株式会社

動画で勉強 フライスの加工時間 マシニングセンタでの加工 原価計算 Nujonoa Blog

神戸市西区 機械加工 金属切削加工 特殊工具の株式会社ケイアイ テック

フライス加工
三菱マテリアル株式会社 フライス加工計算式
送り最適化 機能概要 Featurecam Advanced Manual フィーチャーキャムアドバンストマニュアル 製品紹介 株式会社フアクト

三菱マテリアル株式会社 フライス加工計算式
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル

課題を見える化し 加工改善へと導く解析技術 三菱マテリアル株式会社
2

三菱マテリアル株式会社 フライス加工計算式

アルミニウム 加工 成形 金属 半導体 部品 製造 装置 マシニング フライス加工 切断機 ベンダー 金属加工切削 神奈川県港北区 有限会社江口商会
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル
Gibbscam フライス加工オプション 3d Systems
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル

08 号 フライス加工における切削加工面の凹凸形状の算出方法及び凹凸形状の加工制御方法 Astamuse
大東市で鋳物加工 切削加工 フライス マシニングは大成工作所
2 5軸 3軸フライス加工プログラミング Sprut Technology Ltd

07 2571号 仮想倣い加工における干渉計算方法 工具経路生成方法 仮想スタイラス制御方法 及びフライス加工制御システム Astamuse
Http Www5a Biglobe Ne Jp Satocon Omi Ltd Pdf

Gibbscam フライス加工オプション 3d Systems

08 号 フライス加工における切削加工面の凹凸形状の算出方法及び凹凸形状の加工制御方法 Astamuse
卓上cncでアルミを切削するときの条件
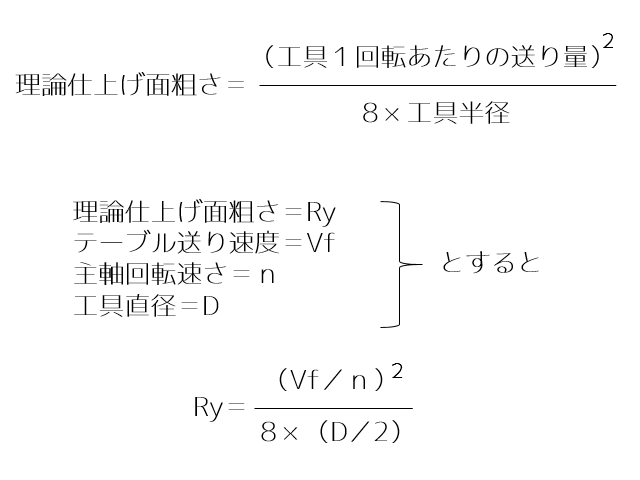
送り速度 回転速度 表面粗さの関係 試作メーカー渡辺製作所 単品加工ok
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル

たわ犬 海辺に住む投資家 いいこと書いてあるんだが 切削加工で旋盤研削フライス がわかっていればいいというのはまずい 量産品にワイヤーカット 細穴放電加工 少量品のブローチ加工に転造 ラック加工とか平気でいれてくるやついるからなあ 加工時間の
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル
部品加工メーカーのチャージ計算とは ものづくりドットコム
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル
Http Www Nmri Go Jp Oldpages2 Eng Khirata List Others Design05 Pdf
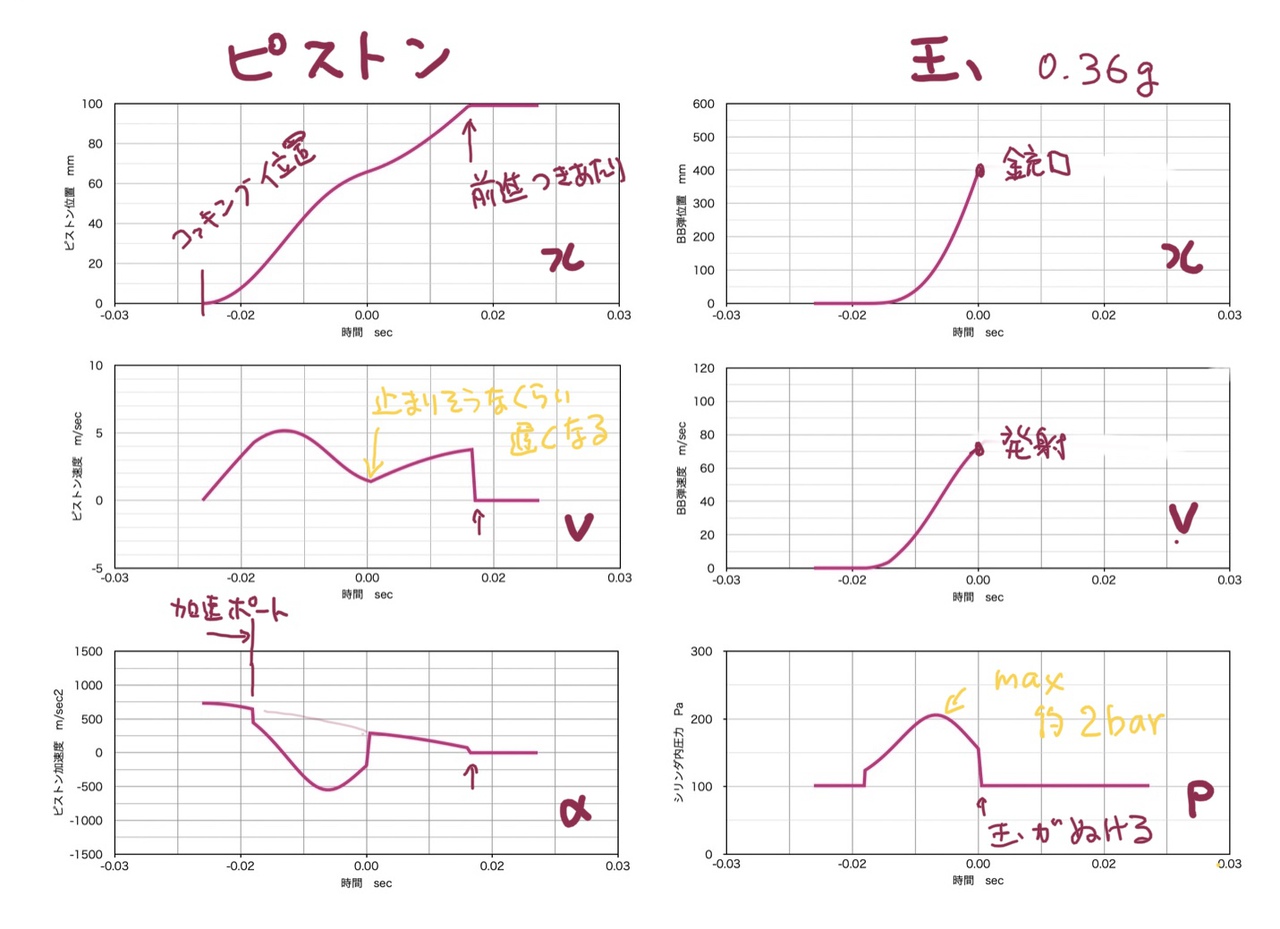
らくがき帳 弾道計算
送り速度 回転速度 表面粗さの関係 試作メーカー渡辺製作所 単品加工ok
Http Www Gitec Rd Pref Gifu Lg Jp Files Reports 11 Information 11 09 Pdf
Nc Time エヌシータイム の購入はcadhakuオンラインショップへ 送料無料
全商連 全国商工新聞

見積ソフト機械加工 Jcpindex

旋盤の切削条件 誰でもわかる 工作機械を徹底解説

工程 工具 治具 切削条件は 事前に検証する事が大切です 製造原価計算ソフトの販売 治具 装置の設計 製作と技術コンサルティング 岐阜県 株式会社 生産技術クリエイト
Q Tbn 3aand9gcsdbraeikthhls2vgnwjn Xkwxzh7whrqqtoq Usqp Cau
フライス加工 マシニングセンタを使った加工に必要な計算
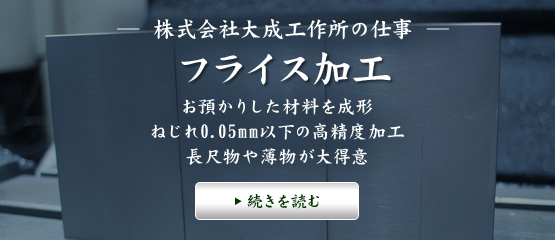
大東市で鋳物加工 切削加工 フライス マシニングは大成工作所

切削加工の基礎知識 ものづくり まちづくり Btob情報サイト Tech Note
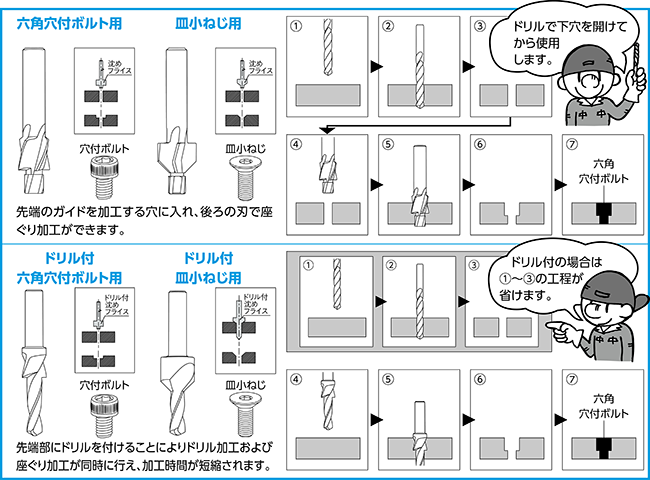
沈めフライスの用途とその種類 技術情報 Misumi Vona ミスミ



