リフロー はんだペースト

02 号 鉛フリーはんだ用のリフロー方法 Astamuse
Nrbシリーズ ソルダペースト 千住金属工業株式会社

はんだ付け リフロー方式 の変形と応力解析 株式会社ポセイドンcae

積層セラミックチップコンデンサ Tech Journal Tdk
電子材料 ハリマ化成グループ
電子材料 ハリマ化成グループ
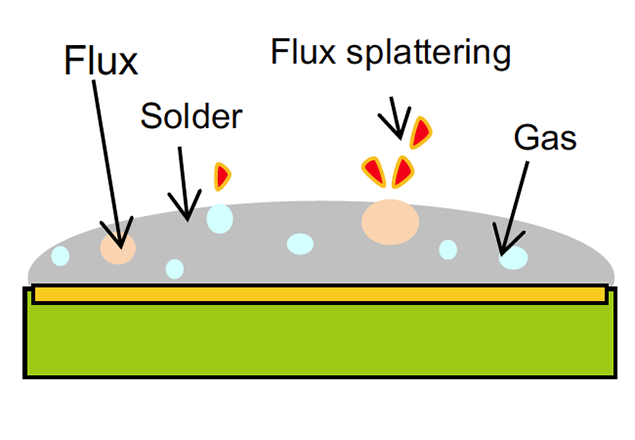
5 秒未満のはんだペーストの加熱を表す用語。rma 04d02 および rma 07d02 高速リフローはんだペーストは、0.25 秒程度の速さで加熱されても飛散しません。高速リフローを実現する一般的なリフロー方法には、レーザー、はんだごて、ホットバー、誘導があります。.
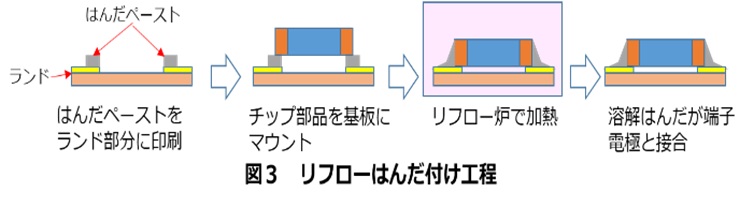
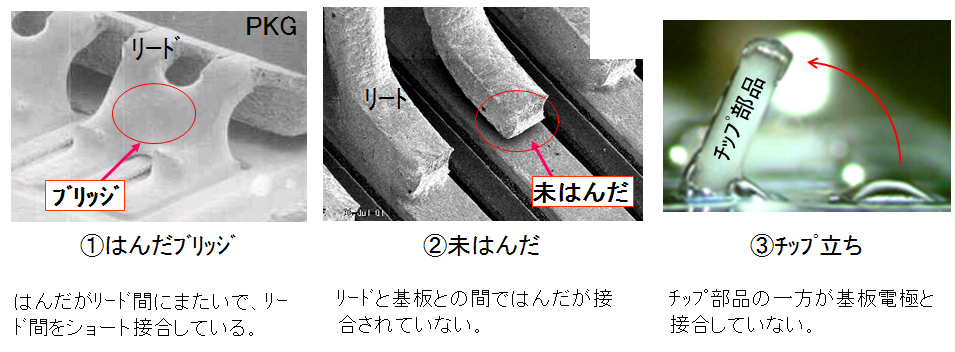
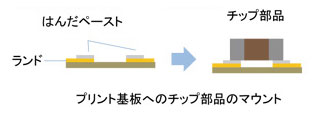
リフロー はんだペースト. 原因③の対策は「はんだペースト量」の調整です。 3.内部欠陥の種類(原因と対策) 内部欠陥は、目視検査などで検出できない内部の欠陥です。 しかし、重大な不具合につながる可能性もあり注意が必要です。(※2、※3). ルダペーストなどがある.図2にこれらのはんだ材料を 用いたはんだ付例を示す.鉛フリーはんだの一般的特徴 は 含有はんだに比べ,融点が高いこと,表3や図3, 図4に示すようにPb 含有はんだに比べ機械的強度やク. はんだ印刷検査装置には大別して二次元検査 図4 実装要因不具合内容(リフロー工程) 図3 ペーストはんだ印刷工程重要要因 ソルダーペースト 印刷機条件 リフローマスク ソルダーペースト 性能 機と三次元検査機が存在する。二次元検査機.
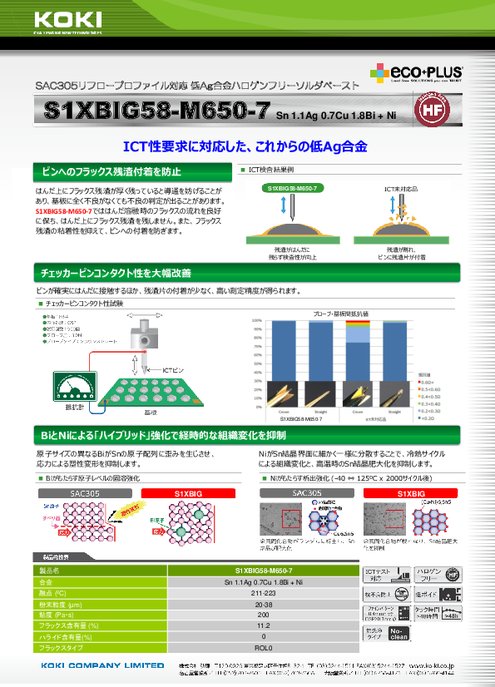
低温でリフロー実装したいが Sn-Biはんだ は強度が心配、樹脂補強すれば強度アップするがリペアや大気リフローが課題。そんなお悩みに朗報です。 当社の開発した f・Stick SP01 は、低温実装を可能としつつ、強度や使い勝手を改善。現行はんだペースト(Sn. ソルダーペーストの状態が悪い場合、3回以内でも破棄すること。 bga塔載基板は新しいはんだを使用すること。 冷蔵庫から取り出したソルダーペーストは常温にて1時間(目安)放置し、常温になってから 蓋に開封し開封日時記入してから使用すること。. リフロー過程でのはんだ粉の酸化 印刷後、部品搭載、リフローでのはんだペーストのダレ ステンシル(はんだマスク)からのはんだ粒子の転写 はんだビーディング 対策として有効なマスクの開口設計例.
・はんだペースト:Sn3Ag0.5Cu,フラックス12.2% ・リフロー:170℃設定オーブンで5分間プリヒート ホットプレートでリフロー(右図参照) 0 50 100 150 0 250 0 50 100 150 0 250 300 Time (sec) ℃ Board temperature 1℃/sec 2℃/sec 4℃/sec 未溶融 中間状態 溶融 試験片外観. 表面実装技術は,そのはんだ付け工法からフロー 及びリフロー実装に分けられる。近年においては 高密度化・ファインピッチ化が急速に進み,特 に リフロー実装においては,よ り高度な技術レベル が要求され,そ の品質確保が重要となっている。. はんだ付け条件 Pbフリーはんだペースト (Sn-3Ag-0.5Cu) 対応 目次 リフローはんだ推奨条件 フローはんだ推奨条件 手はんだ推奨条件 はんだ耐熱条件 洗浄推奨条件 プリント基板銅箔参考寸法図 2/5 2/5 2/5 3/5 3/5 4/5 , 5/5 面実装タイプ.
はんだペーストに利用するはんだ粉末は、鉛、又は鉛合金を含まず、Sn-Cu-Ni又はSn-Ag-Cuを主成分とすることが好ましい。 WOA1 - フラックス組成物及びはんだペースト組成物 - Google Patents フラックス組成物及びはんだペースト組成物. 図1 リフローはんだ付け工法 図2 補助材購入金額における占有率 低コストはんだペースト材料の開発 2.はんだペースト開発の課題 補助材購入金額における占有率 26% 21% 18% 14% 6% 4% 11% 窒素 はんだペースト 封止材料 放熱材料 コーティング 棒はんだ. 2 リフロー温度条件 各ボードに使用されるハンダ・ペースト、プリント基板の材質、実装されるデバイスの種類や数はそれぞ れ異なるため、全てのpcb に対して適用できるリフローの条件はありません。但し、図1 はアルテラが行.
鉛フリーはんだのリフロー熱処理条件で溶融接合でき、接合後は、後工程で複数回の熱処理を受けても溶融しない鉛フリーはんだ接続構造体を提供する。 - 金属フィラー、はんだペースト、及び接続構造体 - 特開10− - 特許情報. 大気リフロー 写真左:sac305はんだプリフォーム 写真右:sac305ソルダーペースト 条件2:真空リフロー 条件3:. BBIENテクノロジーを使用して高品質で高度な138度溶融低温はんだペーストsn42bi58を購入する! 私たちは年以上にわたり、さまざまな品質のはんだ材料および関連製品の製造に専念してきました。 私達はより一貫した信頼できる性能のあなたに138度の溶解の低温のはんだのペーストsn42bi58を提供.
リフローはんだ付けを行いました。 テスト結果 x線検査装置を用いてはんだ接合部のボイドの有無および状態を撮影 条件1:. はんだボールが発生する場合もあります。 “使用時間限定”、“ペースト追加供給”、 “作業環境温度の調査”等の対策が有効となります。 リフローでは、部品間の温度差を一定にするため プリヒートされますが、その時間が長いと活性剤劣化、 はんだ. 1)テスト基板にサンプル部品を実装、リフローはんだ付けを行う。 リフロー条件は、できるだけボイドが発生し易い条件。 2)x線透過装置にてボイド発生状況確認、ボイド占有率算出。 3)x線ctでボイド部周辺を観察。 <サンプル作成> <熱衝撃試験及び.
溶接室の定義はんだチャンバーは、はんだペーストを使用するプロセスです。 これにより、1つまたは数千の小さな電気部品が接触片に一時的に取り付けられます。 それらは、耐熱アセンブリ全体を制御下に保つのに役立ちます。 はんだは溶融状態で反射し、永久溶接を作成します。. 低温でリフロー実装したいが Sn-Biはんだ は強度が心配、樹脂補強すれば強度アップするがリペアや大気リフローが課題。そんなお悩みに朗報です。 特長.
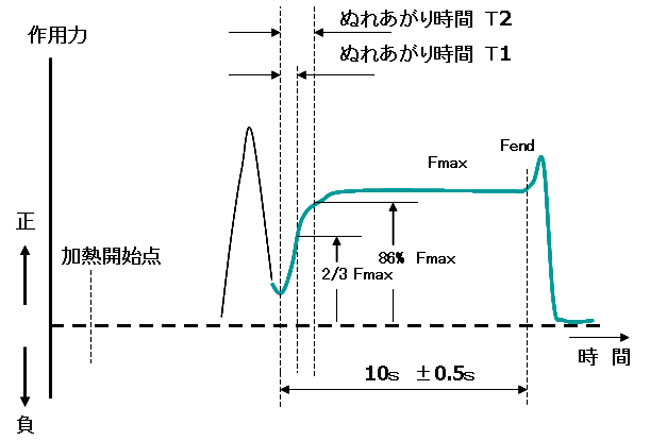
はんだペーストとのぬれ性を評価するプロファイル法の測定方法 評価機のレスカ

Craftroboreflow スイッチサイエンス
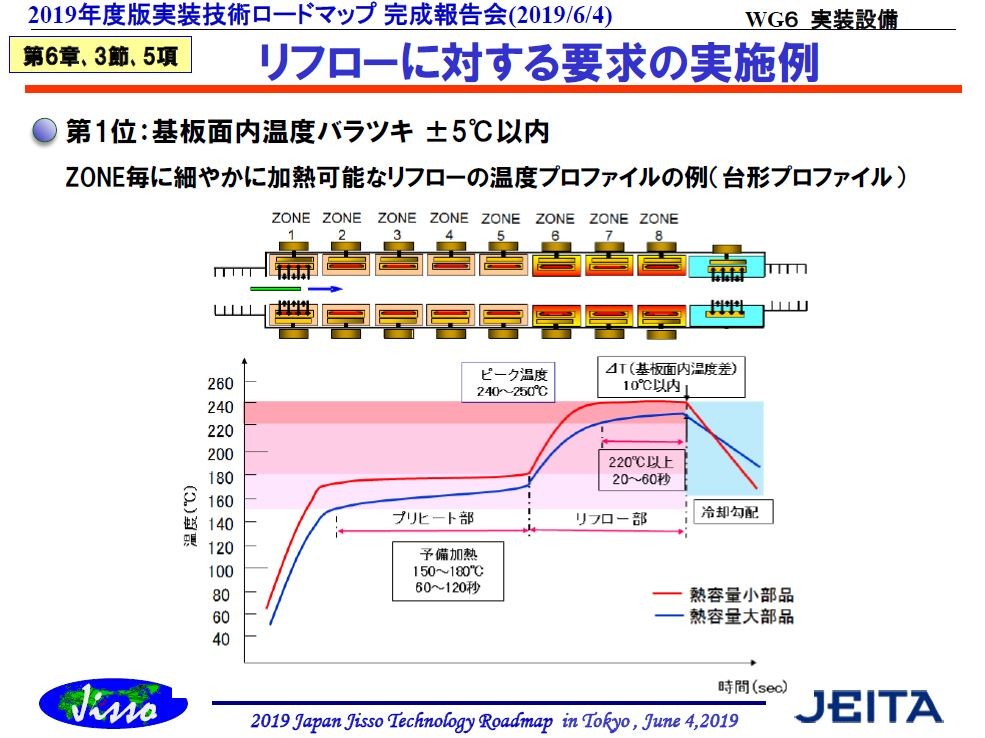
リフローの温度バラツキを10 以内に縮める 1 2 Ee Times Japan

フローとリフローの違いとは 勘違いしやすいはんだ工程を分かりやすく解説 プリント基板実装の安曇川電子工業
ミナミ株式会社 ソリューション プラズマ付ボイドレスリフロー
電子材料 ハリマ化成グループ

はんだ付けとは 基板実装のポイント 電子機器製造 Com

リフローはんだ付けの定義と方法 リフローはんだ付け Use Electronics Vietnam Co Ltd

1999 号 はんだペーストおよび接続方法 Astamuse
フローとリフローの違いとは 勘違いしやすいはんだ工程を分かりやすく解説 プリント基板実装の安曇川電子工業

スルーホール印刷 実装道場

ホットプレートを利用したリフローの製作 横浜クラフトデザイン

とっても欲しかったはんだペーストガンで 表面実装基板の試作がしやすくなりました Kohacraftのblog
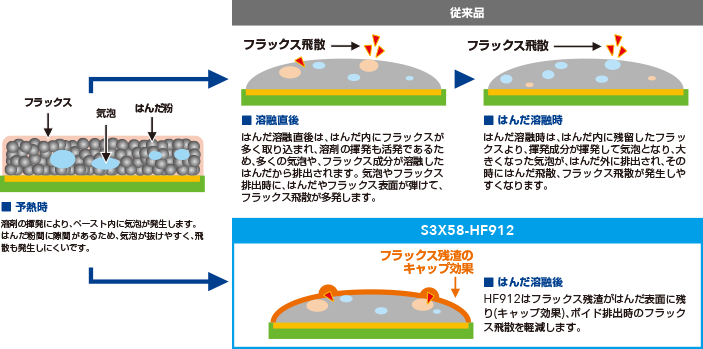
S3x58 Hf912 製品を探す 株式会社 弘輝

Sb58 Sgs2 T4 リワーク性重視品 株式会社ニホンゲンマ株式会社ニホンゲンマ はんだ付け材料の総合メーカー
生産技術のツボ リフローはんだ欠陥の原因と対策はコレだ 不良 不具合の種類別に総まとめ アイアール技術者教育研究所 製造業エンジニア 研究開発者のための研修 教育ソリューション
フローとリフローの違いとは 勘違いしやすいはんだ工程を分かりやすく解説 プリント基板実装の安曇川電子工業
Ict対応sac305リフロープロファイル対応低ag合金ソルダペースト S1xbig58 M650 7 カタログ 資料 株 弘輝 製品ナビ

実装問題
ソルダーペースト タムラ製作所
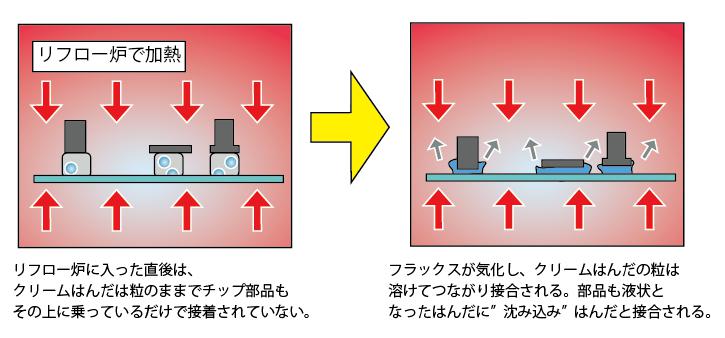
プリント基板の組み立て工場を見る 前編 部品の種類 マイコン基板の組み立て方法 リフロー工程 Tech Village テックビレッジ Cq出版株式会社

はんだリフロー炉で In6 6 温度 Zontrol ゾーン スーツ Sn63pb37 と他のはんだペースト 空気動力工具 Aliexpress
リフローのプロセスを理解すれば 実装不良は防げる 2 4 Edn Japan
Http Www Ckd Co Jp Company Giho Pdf Vol03 Ckdgh Vol3 04 Pdf

Arduinoとホットプレートを使ったリフロー装置 1号機 の製作 3 しなぷすのハード製作記

おうちリフローについて がれすたさんのdiy日記

積層セラミックチップコンデンサ Tech Journal Tdk

Riesba Nc 559 Asm Nc 223 Asm Rma 218 Bga 鉛フリーフラックスはんだペースト リフローはんだアクセサリー溶接 溶接用融剤 Aliexpress

リフローと温度プロファイル 実装道場

レノボ大和研の低温はんだリフロー 世界の33ラインに適用 日経クロステック Xtech

Sb58 Sgs281 1 T4 強度重視品 株式会社ニホンゲンマ株式会社ニホンゲンマ はんだ付け材料の総合メーカー

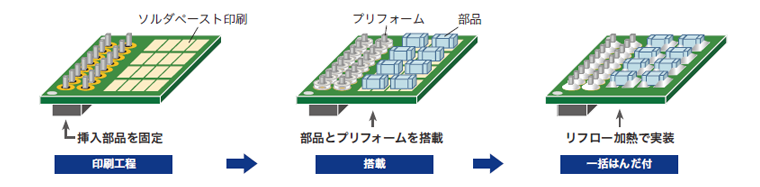
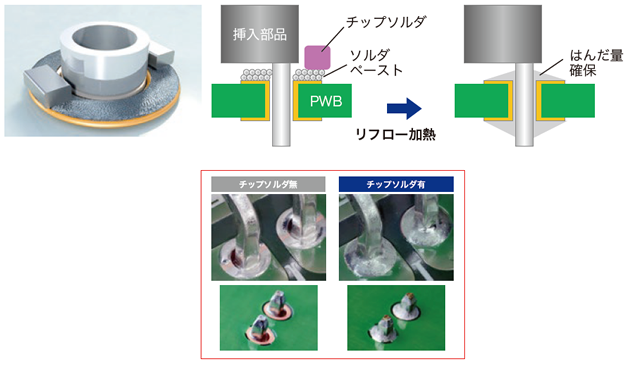
特殊リフロー技術 挿入部品リフロー ものづくり支援r s

特殊リフロー技術 挿入部品リフロー ものづくり支援r s
Www Irii Jp Randd Theme H24 Pdf Study010 Pdf
生産技術のツボ リフローはんだ欠陥の原因と対策はコレだ 不良 不具合の種類別に総まとめ アイアール技術者教育研究所 製造業エンジニア 研究開発者のための研修 教育ソリューション
フラックスコアド プリフォーム 千住金属工業株式会社
フローとリフローの違いとは 勘違いしやすいはんだ工程を分かりやすく解説 プリント基板実装の安曇川電子工業

リフロー法とソルダペースト

はんだ付け用フラックス 実装技術 品質技術 クオルテック

電子基板実装工程 ユニット組立工程の見方 主に静電気とコンタミ その2 電気なんか嫌いだのブログ

Poster 東京大学 実装工学分野研究室

リフローはんだ付けメーカーとサプライヤーのための高銀鉛フリーはんだペーストtype3 Type4 Sn96 5ag3 5 China Pricelist ien Technology

低融点 鉛フリーはんだペーストに思わぬメリットが ビデオインタフェース基板で使ってみた Kohacraftのblog

真空リフロー装置 Rnv Rsvシリーズ エイテックテクトロン株式会社
Www Denso Ten Com Jp Gihou Jp Pdf Vol01 Vol01 12 Pdf

スルーホール印刷 実装道場

ペースト特性 三菱マテリアル高機能製品カンパニー電子材料事業部

不具合事例と予防処置 3 基板実装のポイント 電子機器製造 Com
生産技術のツボ リフローはんだ欠陥の原因と対策はコレだ 不良 不具合の種類別に総まとめ アイアール技術者教育研究所 製造業エンジニア 研究開発者のための研修 教育ソリューション
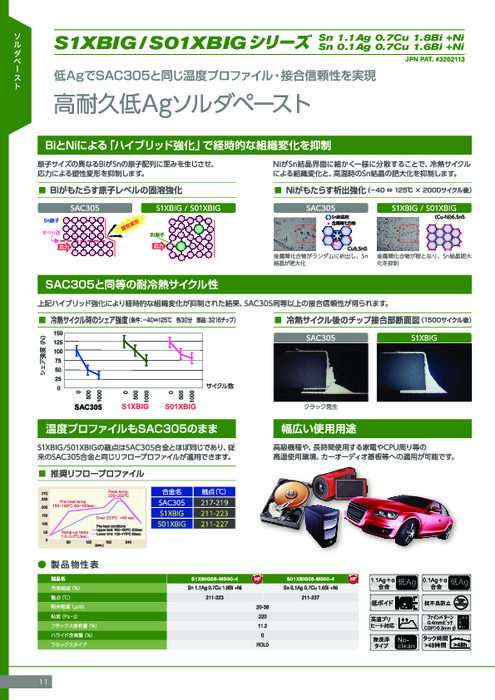
Sac305リフロープロファイル対応高耐久低agハロゲンフリーソルダペースト S1xbig58 M500 4 カタログ 資料 株 弘輝 製品ナビ
株式会社 弘輝
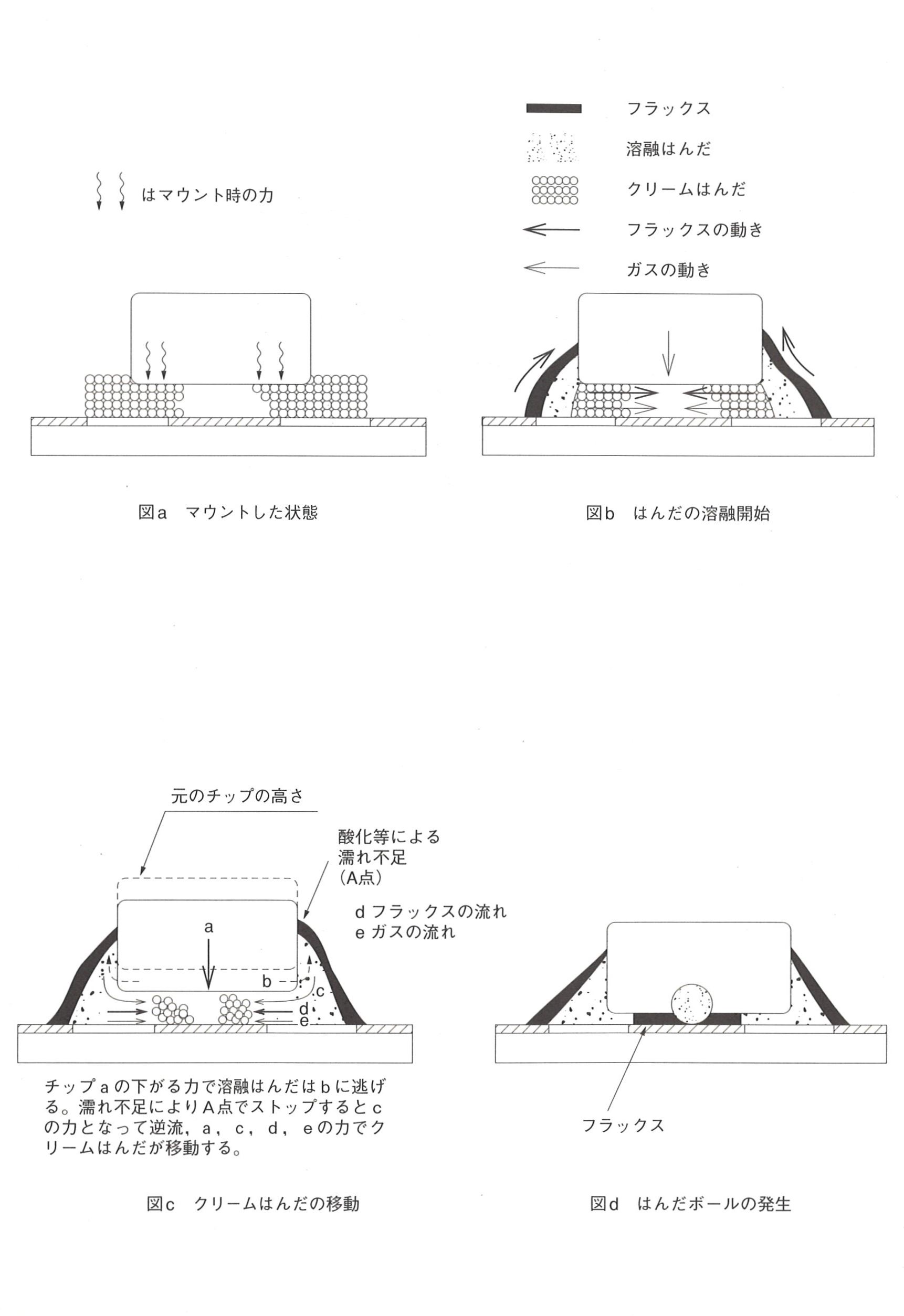
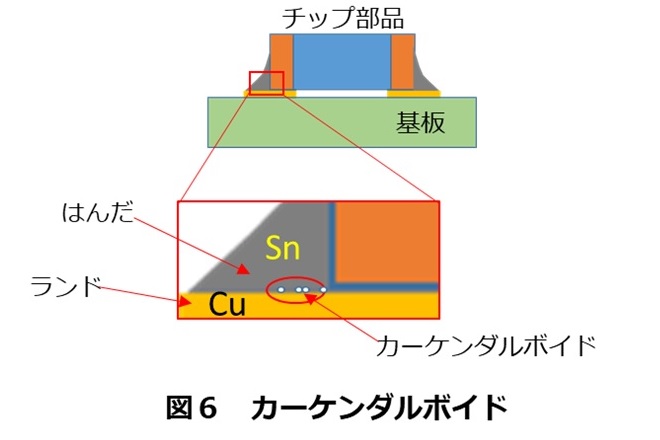
Q7 なぜチップの脇にボールが発生するのでしょうか 復刻版 カラー図解 マイクロソルダリング 不良解析q A
Www Omron Co Jp Technology Omrontechnics 19 Omt Vol51 015jp Pdf

Dcマウス研修 18 リフロー 1 アールティ 移動型ロボットブログ
フローとリフローの違いとは 勘違いしやすいはんだ工程を分かりやすく解説 プリント基板実装の安曇川電子工業

Amazon Co Jp ペーストはんだ クリームはんだ 表面実装用リフロー Sn63 Pb37 30g パソコン 周辺機器
チップ形状 プリフォーム 千住金属工業株式会社

Arduinoとホットプレートを使ったリフロー装置 1号機 の製作 3 しなぷすのハード製作記

鉛フリーはんだの日本スペリア社
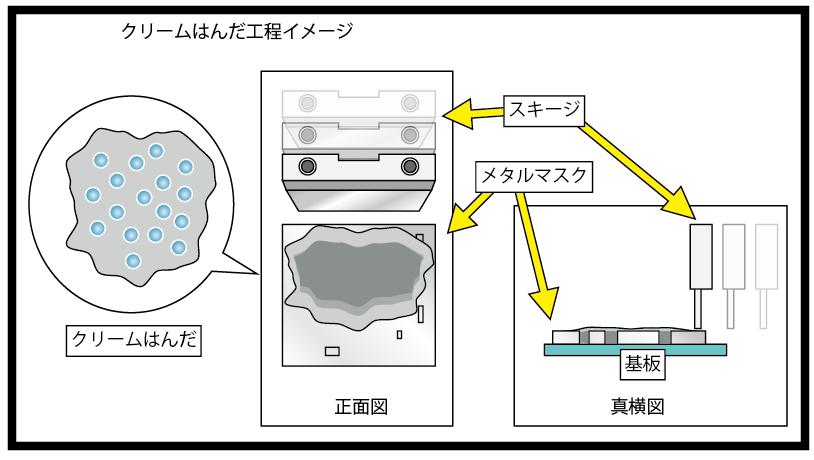
クリームはんだ印刷 用途 目的に合わせた最先端応用技術 アサダメッシュ

Pf305 153to

リフローはんだ付け 実装上の確認事項 セラミックコンデンサ使用上の注意 電子部品 京セラ

ペースト特性 三菱マテリアル高機能製品カンパニー電子材料事業部
ソルダペーストはんだ Aitendo

ギ酸還元真空リフローシステム 取扱商品 丸文

実装問題
リフローのプロセスを理解すれば 実装不良は防げる 1 4 Edn Japan
Smt 表面実装 の味方 Sr 500の魅力を語らせてください 攪拌機 脱泡機なら自転 公転ミキサーのシンキー
表面実装でリフロー後のはんだ付け部のはんだに光沢がなくざらつき感がある問題を改善 小島半田製造所 フラックスの特性を最大限に生かしたやに入りはんだ の開発 製造

02 号 はんだ材料及びその製造方法 並びにはんだペースト Astamuse

自宅で出来るリフローお試しキット の紹介vtr Youtube
最適実装条件について 面実装フィルムコンデンサアプリケーションガイド 電子デバイス 産業用機器 Panasonic
Avionics For Hpa Lgaのリフローはんだ付け
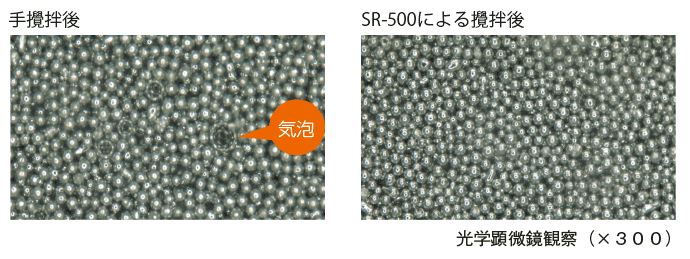
Smt 表面実装 の味方 Sr 500の魅力を語らせてください 攪拌機 脱泡機なら自転 公転ミキサーのシンキー
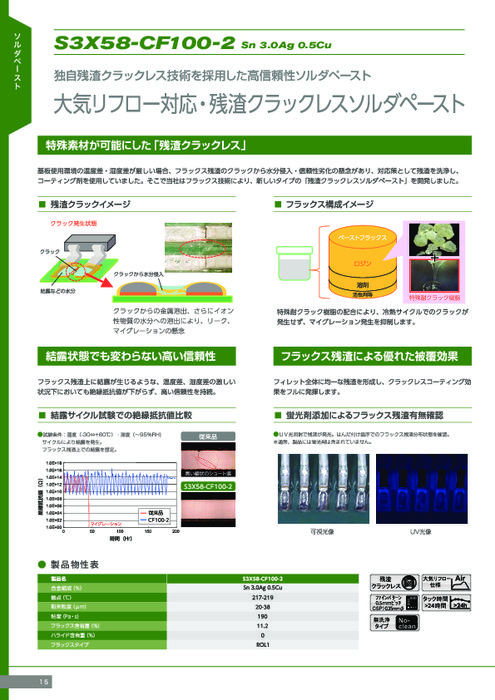
大気リフロー対応 残渣クラックレスソルダペースト S3x58 Cf100 2 カタログ 資料 株 弘輝 製品ナビ
メタルマスクとは 太陽誘電ケミカルテクノロジー株式会社
Bga実装時の枕不良 Head And Pillow をぬれで測定 評価機のレスカ
Q Tbn 3aand9gct23ngkupu1zzdehamalwj97d S5ciouosewlaoz9krd2kdntnp Usqp Cau
ソルダーペースト ソルダーコート株式会社

リフローはんだ付けの定義と方法 リフローはんだ付け Use Electronics Vietnam Co Ltd

鉛フリーソルダペースト Xfp Lf138 荒川化学工業 イプロスものづくり
Www Marutsu Co Jp Contents Shop Marutsu Include Business Kiban Doc Business Kiban Buhin Quality Pdf
技術メモ 株式会社 弘輝

マイクロマウス研修 のり 13 表面実装 ハンダペーストと部品の向き アールティ 移動型ロボットブログ
Flow 3d 適用事例 はんだ付け Flow Science Japan
ソルダーペースト タムラ製作所

ヤフオク Mechanic リフロー用 ソルダーペースト クリーム

電子工作勉強中 自宅リフローに挑戦しました 失敗事例集と要点

Amazon 電子工作用ハンダゴテ ハンダ付け用ペースト 溶接製品 コンピュータ 電チップのパッチ 電子生産ライン 携帯電話などの精密機器に対応 表面実装用リフロー ハンダゴテパーツ
ソルダペーストはんだ Aitendo

鉛フリーはんだ付けの基礎知識 ものづくり まちづくり Btob情報サイト Tech Note

実装問題

特殊リフロー技術 挿入部品リフロー ものづくり支援r s

リフローはんだ付け 実装上の確認事項 セラミックコンデンサ使用上の注意 電子部品 京セラ

リフローはんだ付け 実装上の確認事項 セラミックコンデンサ使用上の注意 電子部品 京セラ



