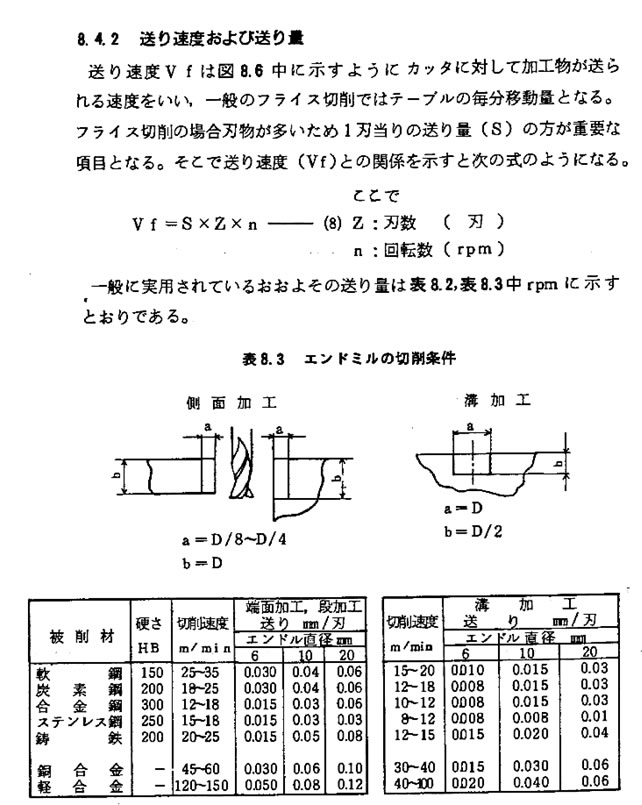
フライス 加工条件
Www3 Jeed Or Jp Ehime Poly Hl52qsi9g4 Att Hl52qsxmah Pdf
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル
スクエア ハイスエンドミル 推奨切削条件 技術情報 Misumi Vona ミスミ
スクエア 超硬エンドミル 推奨切削条件 技術情報 Misumi Vona ミスミ

金属加工シリーズ フライス加工の基礎 上巻 日刊工業新聞社 教育用映像ソフトdvd

Q6 切削工具のカタログで
フライス加工 – 定義 切削速度、v c.

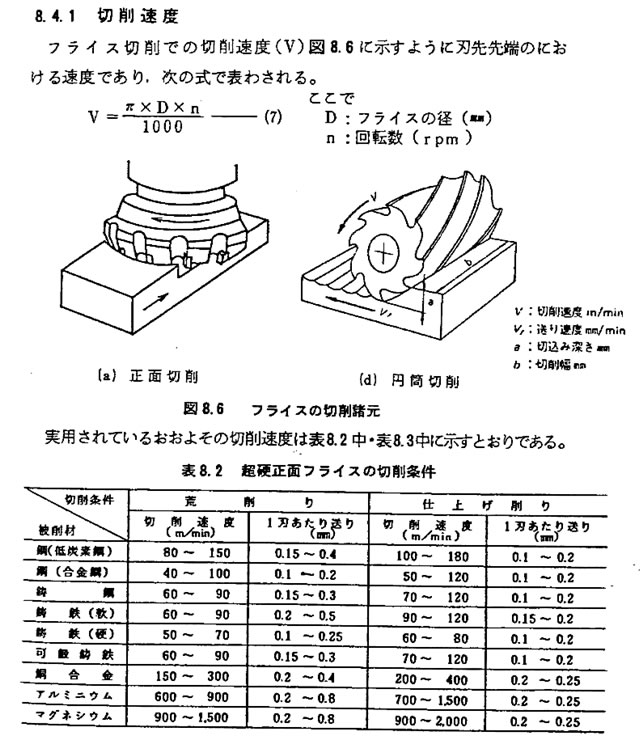
フライス 加工条件. 切削加工は大きく分けると以下の4つに大別されます。 ・フライス加工 ・旋削 ・穴あけ、リーマ加工. 加工目的にあったものを使用します。 実習室では油性を使用します。ただし、被削材が黄銅丸棒と鋳鉄の時は使いません。 フライス盤top | 各部説明 | 切削工具について | 切削条件について | 作業例 1 | 掃除方法 | ← フライス盤の詳しい情報. フライス加工とは工作物を固定し、工具を回転させながら工作物を削る、切削加工の1つです。工具は回転運動をしながら上下に動き、工作物は前後左右に動して加工します。 切削加工によく使われる母材として、 の3つが挙げられますが、旋盤加工では丸棒(丸形状)の母材の加工を得意としているのに対し、フライス加工では四角棒など角材の切削を得意としてい.
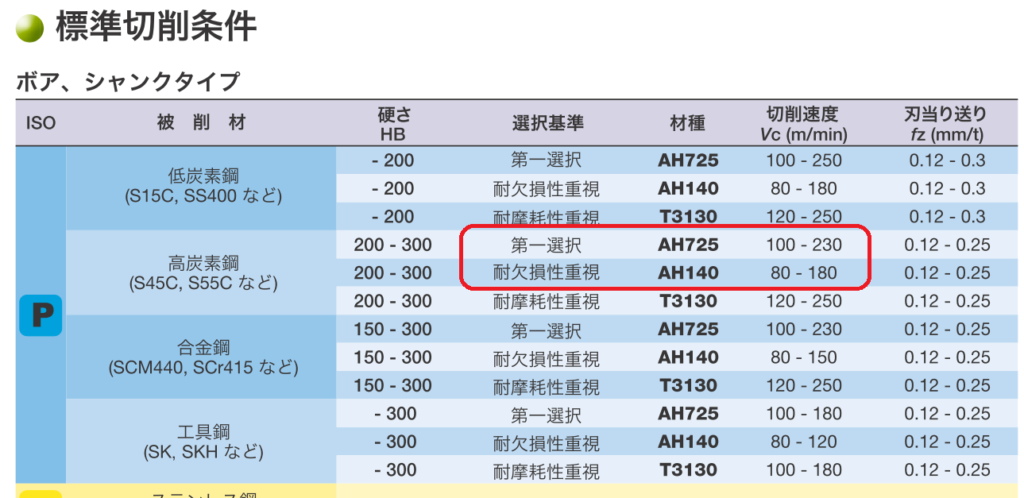
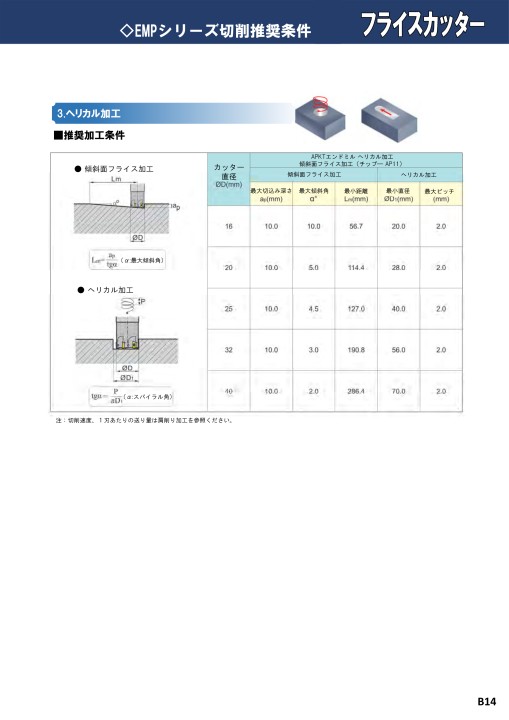
・加工条件(切削速度、切込量)と切削温度の関係について ・びびり振動と固有振動数の関係について ※申込期日 :. 4月6日(月) ※オンラインセミナー参加には、パソコン版Chromeか 専用モバイルアプリが必須です (詳細はお申込み後にご連絡します). ロング柄も同一条件です。 上記表は片溝側面切削加工用で刃幅3~10mm(外径により異なる)の切削条件です。 T溝加工時は上記切削条件より回転数、送り速度を落として加工して下さい。 285.
プロパティ(記号) 関連リンク集 (MachiningCloud) 一般規格 / その他. 切削条件 切削条件には次のものがある。 ・切削速度(m/min) ・切り込み量(mm) ・送り量(mm/rev) ・切削剤 これらの条件は切削工具の材種、被削材の材質、切削工具と被削材の取り付け方法、機械の能力、作業者の習熟度等によって決まる。実. アルミ フライス 加工の特集では、アルミ フライス 加工に関連するおすすめ商品をご紹介しています。最短当日または翌日以降お届け。法人は1000円(税込)以上配送料無料!※配送料・お届けは条件にて異なりますカード決済可返品ok-法人も個人事業主さまも、はたらくすべての.
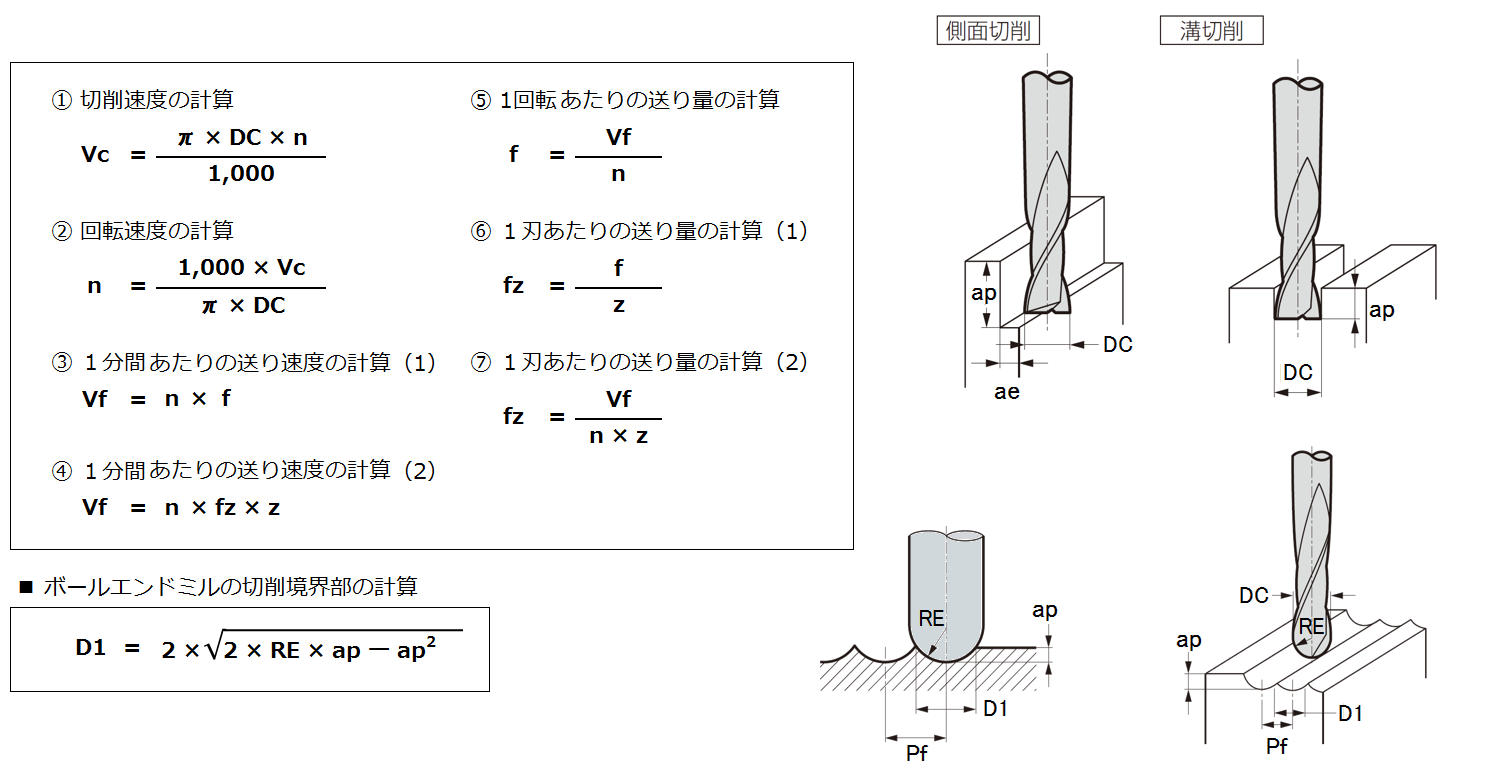
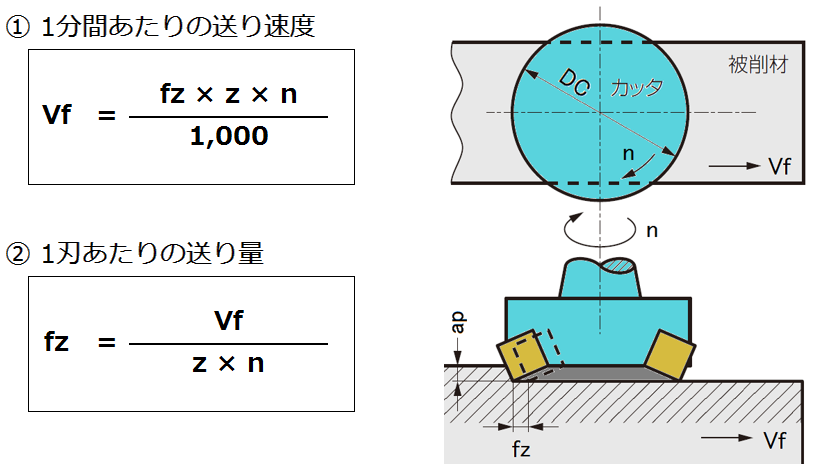
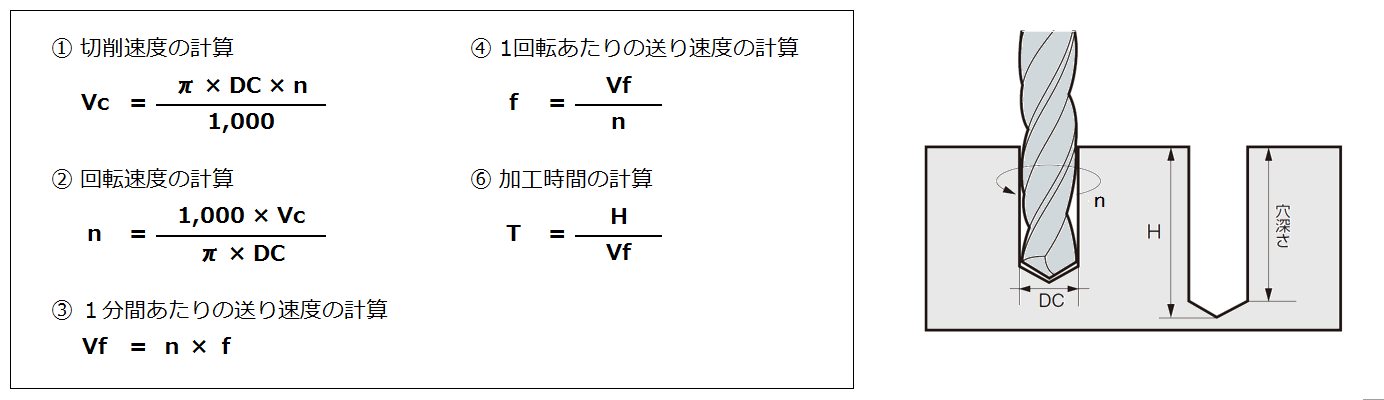
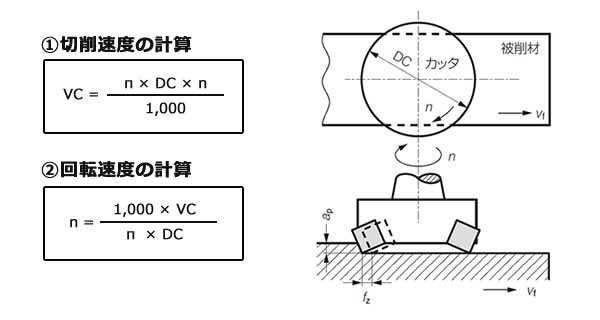
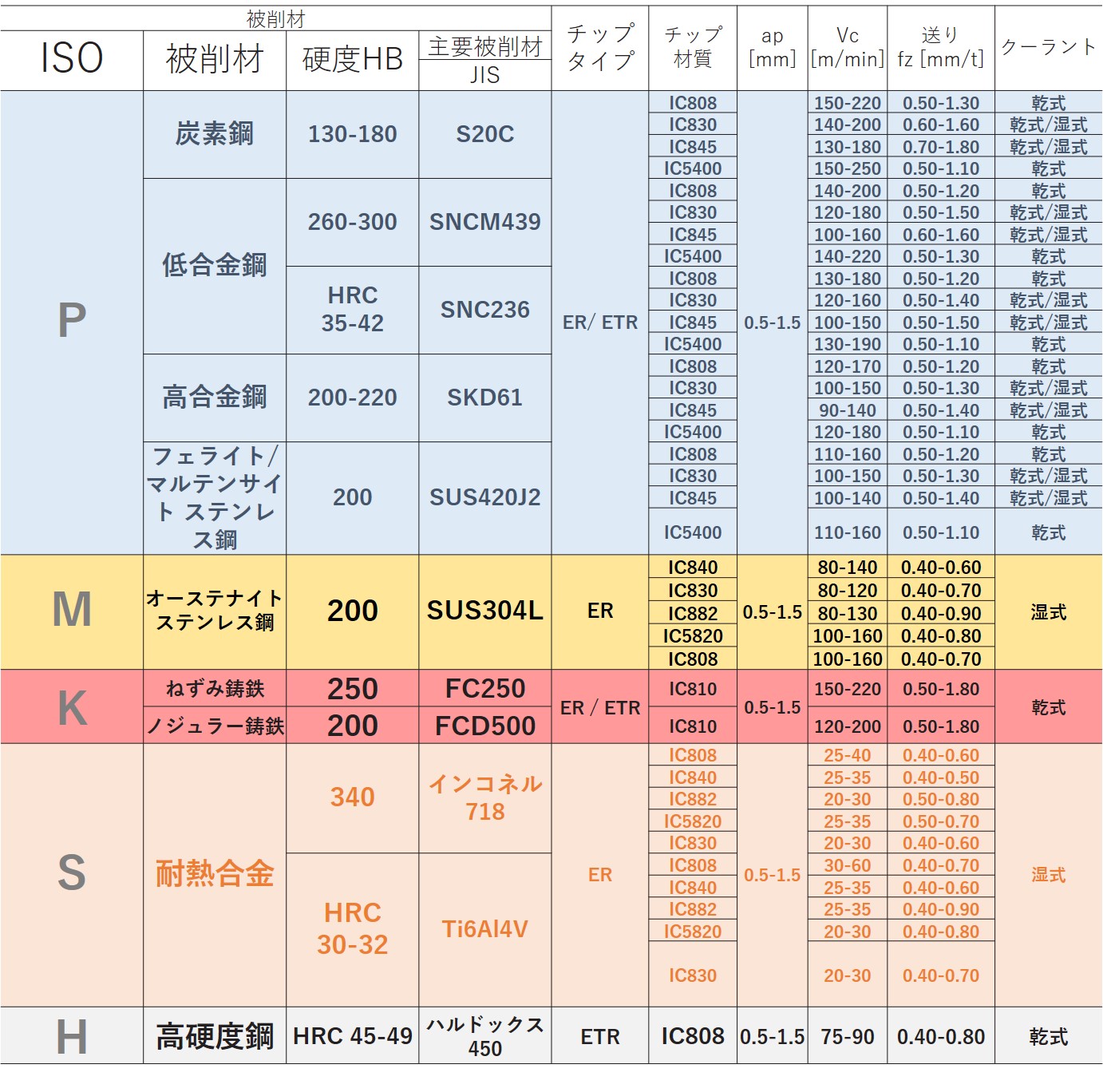
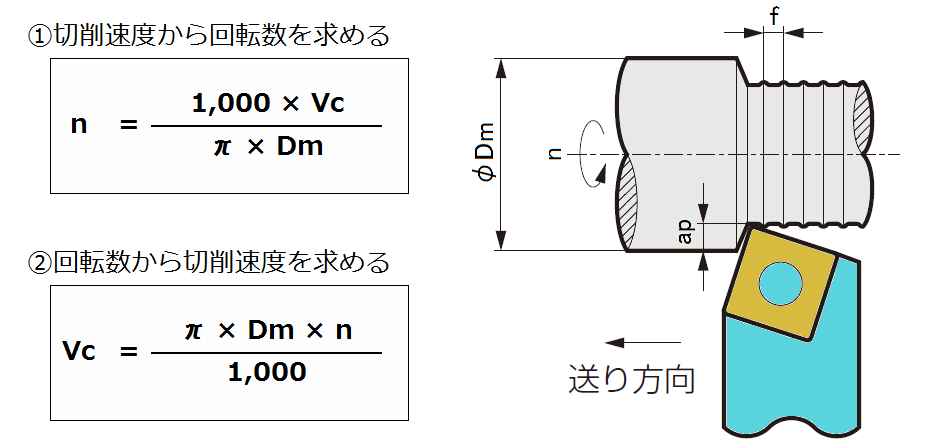
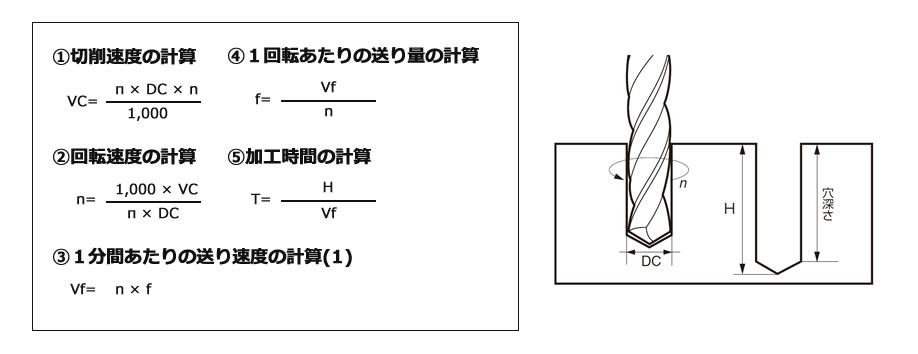
部品加工に携わっていると、色々な金属の加工に遭遇します。その中でも、今回はステンレスの切削加工についての紹介です。今までは、s45c とか ss などを削る仕事していたけれど、転職した会社ではステンレスの切削加工をするようになった。だけど、. I15 Tecnical Data フライス加工切削条件の選び方 How to select cutting conditions for milling 切削速度(vc) vc =—(m/min) 回転数(n) n = —(min -1) 送り速度(vf) vf =fz ×z ×n(㎜/min) 1刃当りの送り(fz) fz =—(㎜/t) 加工時間(Tc) Tc =—(min) 切削動力(Pc) Pc =—(kW). ㈱牧野フライス製作所様製マシニングセンタにのみ使用することが可能です。 カートリッジコード 加工範囲 hba70 hba1 hb-f8.5-31.5 0~φ45 0~φ105 角バイト 6、8、10、12mm用 カートリッジコード 加工範囲 hba70 hba1 hb-s16 0~φ45 0~φ105 hb-s18 hb-s10 hb-s12.
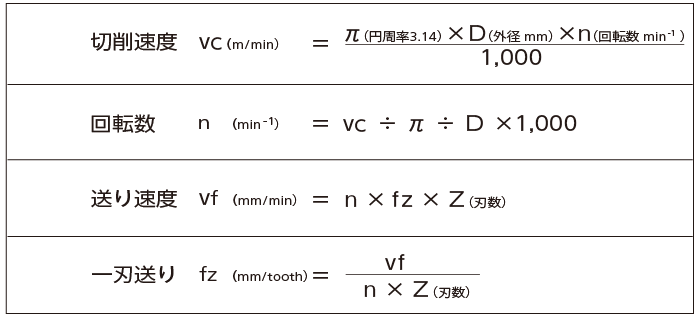
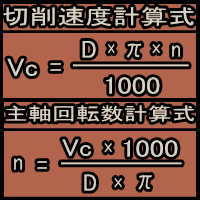
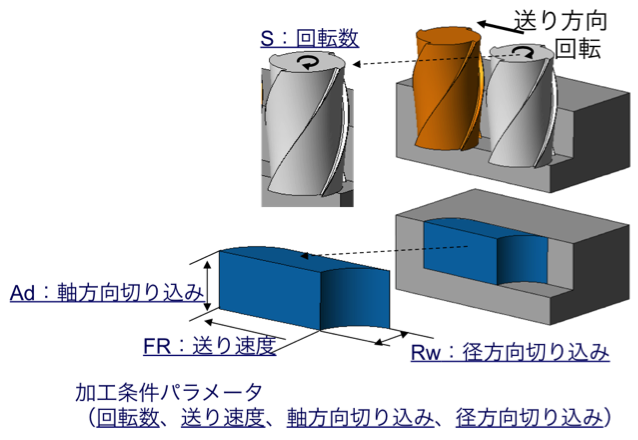
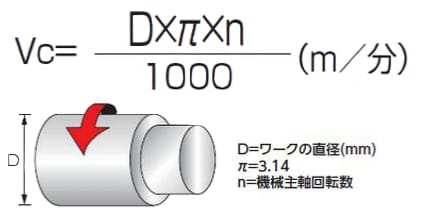
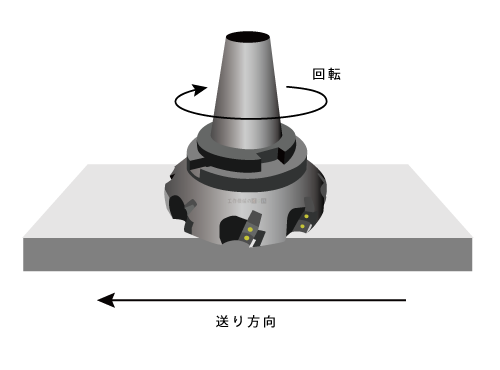
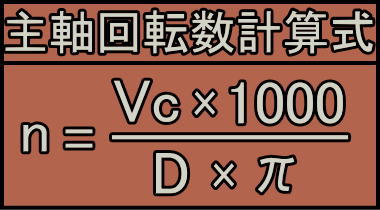
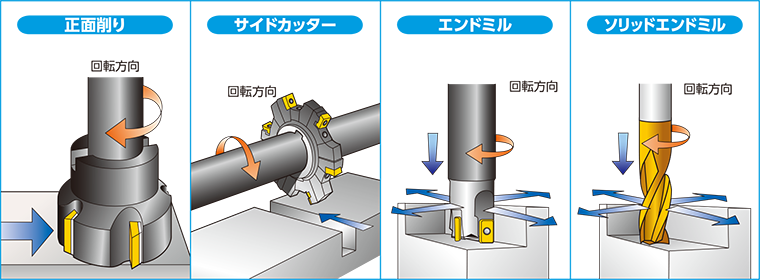
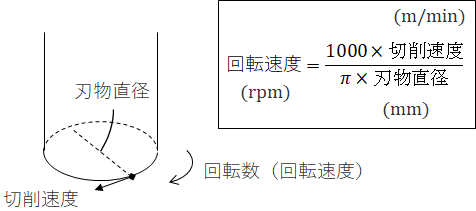
四角い金属を加工する場合 加工タイプ 加工のタイプごとに、さまざまな形状のカッターが用意されています。 ミーリング加工とは複数の切刃の付いたカッターが回転してあらゆる方向に動きながら被削材(ワーク)を加工する方法です。ひとつひとつの切刃が各. (例題) 主軸回転速度350min-1 、カッタの外径ø125で切削している、このときの切削速度を求めると・・・ (答え) 公式にπ=3.14、D1=125、n=350を代入すると、 vc=(π×D1×n)÷1000=(3.14×125×350)÷1000 =137.4(m/min) これにより、切削速度は、約137.4m/min となります。. Question ステンレス鋼を切削加工するときのポイントは? 被削材例 SUS303、SUS304、SUS316、SUS440C、SUS4J2 Answer ステンレス鋼の特性 ステンレス鋼は熱伝導率が低く、切削時に発生する熱(8.
フライス加工は、固定した加工ワークに〈回転する刃物〉をあてて削る「除去加工」のひとつ。 エンジン部品の切削から金型の削り出しまで、 さまざまな業界で広く使われている、金属加工を代表する加工方法 です。 この記事では、フライス加工で使われるnc工作機械や、意外とわかりにくい.
08 号 フライス加工における切削加工面の凹凸形状の算出方法及び凹凸形状の加工制御方法 Astamuse

超硬ドリル 推奨切削条件 技術情報 Misumi Vona ミスミ

切削加工の基礎知識 ものづくり まちづくり Btob情報サイト Tech Note

15 19号 切削加工における切削条件の設計方法 Astamuse

切削加工の基礎知識 ものづくり まちづくり Btob情報サイト Tech Note
Http Www F Shikai Org Managed Wp Content Uploads 17 02 E8 E5 8a 9b E9 96 8b E7 99 Ba 9f 8a Ef 4 E6 9c Ef 9e6 E6 9c E4 9a E9 96 8b E8 Ac 9b Ef Pdf

株洲切削工具 旋削 フライスカタログ 株洲ダイヤ
切削速度 回転数 テーブル送りの求め方 日進工具株式会社

旋削加工の切削条件による影響 三菱マテリアル株式会社
スローアウェイのチップの種類はどのような基準で選んだら良いですか 金型 部品加工業専門コンサルティング 加工コンサル
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル

フライス加工とは モノマド
Www I Juse Co Jp Statistics Xdata Sympo26 Ohkawa Document Pdf
フライス加工 マシニングセンタを使った加工に必要な計算
金属加工シリーズ フライス加工の基礎 Dvd ダイジェスト Youtube
鋼フライス加工用材種 Gc1130 サンドビック株式会社 のカタログ無料ダウンロード 製造業向けカタログポータル Aperza Catalog アペルザカタログ
スクエア 超硬エンドミル 推奨切削条件 技術情報 Misumi Vona ミスミ
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル

08 号 フライス加工における切削加工面の凹凸形状の算出方法及び凹凸形状の加工制御方法 Astamuse

18 号 耐熱合金の切削加工条件設定方法及び耐熱合金の切削加工方法 Astamuse

株式会社栄工舎 Eikosha Co Ltd 超硬リーマ ハイスリーマ 超硬カッター ハイスカッター 超硬エンドミル ハイスエンドミル
エンドミル切削の最適な加工条件を導き出す 加工条件最適化コラム
Http Www Mitsubishicarbide Com Download File 8723 5392

18 号 耐熱合金の切削加工条件設定方法及び耐熱合金の切削加工方法 Astamuse
Http Www Mitsubishicarbide Com Download File 8605 5392
円筒形の金属を加工するには 通販モノタロウ

タングステンにおけるフライス加工のポイント 難削材加工コストダウン Com
ボール ハイスエンドミル 推奨切削条件 技術情報 Misumi Vona ミスミ

マーティーの工房日誌 小型工作機cnc2418 その49 切削条件を考える

18 号 耐熱合金の切削加工条件設定方法及び耐熱合金の切削加工方法 Astamuse
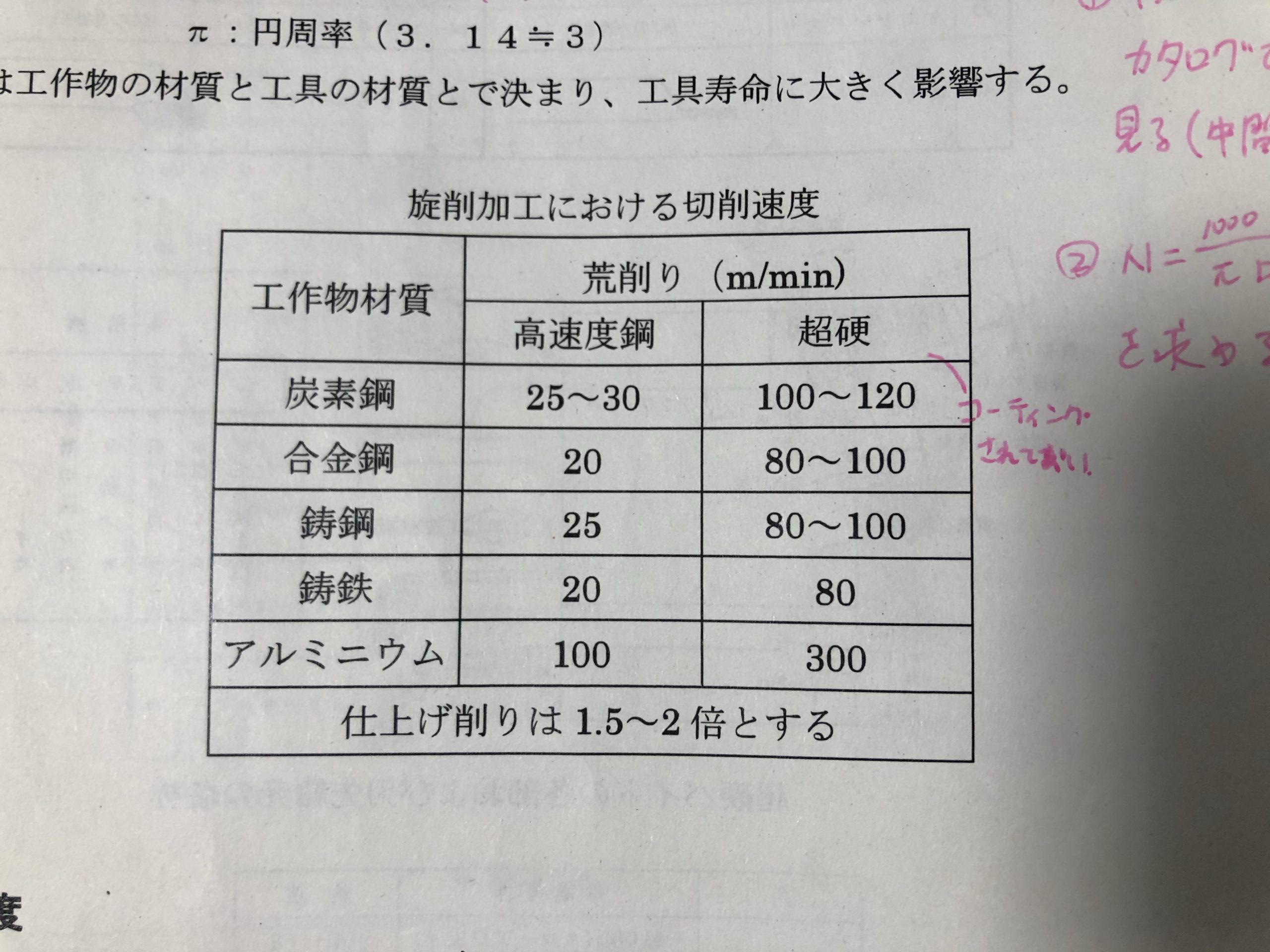
汎用旋盤 手研ぎバイトの超硬とハイスの切削条件の違いは 旋盤工のtakのブログ

旋削加工の切削条件による影響 三菱マテリアル株式会社

Cbnの推奨条件 三菱マテリアル株式会社
Makino 3d Cam System Ffcam

16 号 切削条件を自動で変更する機能を有した工作機械 Astamuse

切削加工の基礎知識 ものづくり まちづくり Btob情報サイト Tech Note

アルファ 高送り正面フライス Asf形 Moldino The Edge To Innovation 株式会社moldino
スクエア 超硬エンドミル 推奨切削条件 技術情報 Misumi Vona ミスミ
やさしい実践 機械設計講座
Http Mcweb Nagaokaut Ac Jp Kousaku Files Arm Text Pdf
卓上cncでアルミを切削するときの条件

エンドミルの切削条件

切削加工の基礎知識 ものづくり まちづくり Btob情報サイト Tech Note
平面削りの工具 加工条件について ジュンツウネット21

エンドミルの切削条件

ワイパーインサート 三菱マテリアル株式会社
専用カッター 推奨切削条件 技術情報 Misumi Vona ミスミ
フライス加工の種類 誰でもわかる 工作機械を徹底解説

フライス盤

放電加工用電極線についてのq A 製造設備 日立金属株式会社
2

旋削 フライス加工の表面粗さ1 3発ってどのくらいの速度で送ればいいの 旋盤工のtakのブログ

旋削加工の切削条件による影響 三菱マテリアル株式会社
スクエア ハイスエンドミル 推奨切削条件 技術情報 Misumi Vona ミスミ

エンドミルとは 機械を使ったエンドミル加工のやり方や長所 短所を解説 暮らし の
株洲切削工具 旋削 フライスカタログ 株洲ダイヤ

インコネルの特性 難削材加工コストダウン Com
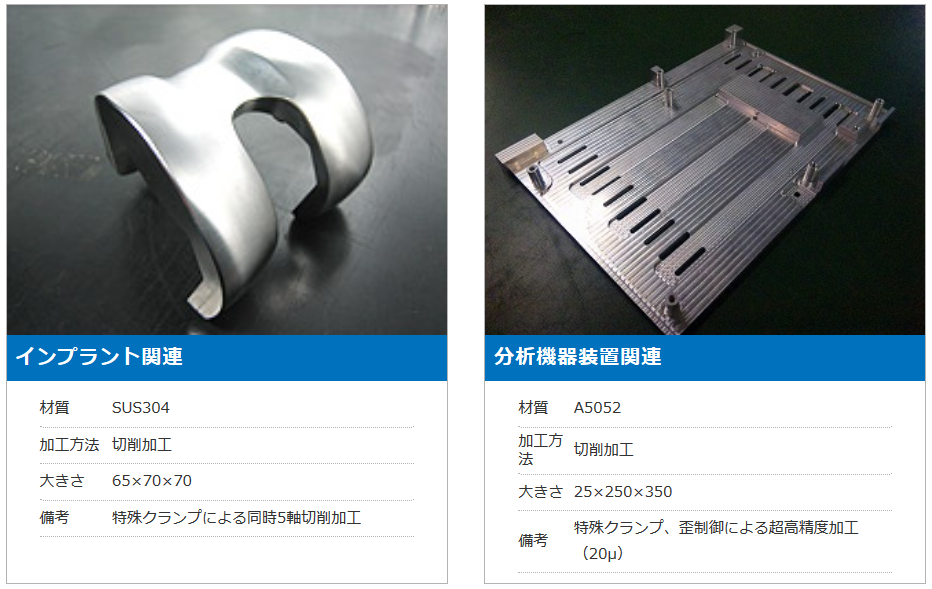
技術 切削加工 株式会社 東京鋲兼 Byokaneworld

切削加工の基礎知識 ものづくり まちづくり Btob情報サイト Tech Note
エンドミル加工の仕上げ送り速度をどこまで上げてよいかわかりません どう考えたらよいですか 金型 部品加工業専門コンサルティング 加工コンサル
フライス加工 マシニングセンタを使った加工に必要な計算

プラス工具 切削条件

条件付送料無料 切削工具 旋削 値引き フライス加工工具 ホルダー Sf25drc180m8 京セラ スーパーsale対象商品 Sf25 Drc180m 8 ドリル用ホルダ
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル
2

技術 切削加工 株式会社 東京鋲兼 Byokaneworld
記事タイトル 株式会社cominix

旋削加工の切削条件による影響 三菱マテリアル株式会社

別刷特集 エンドミル 被削材と加工形態に合わせた選択と適用条件の基礎と実践 機械 ニュース 日刊工業新聞 電子版

Tool Navi 三菱マテリアル株式会社
超硬エンドミル 推奨切削条件 ボール 技術情報 Misumi Vona ミスミ
フライス加工 ミーリング の方法と加工タイプ 切削条件 技術情報 Misumi Vona ミスミ
フライス加工とは モノマド

ポリカ加工 かとすんめも
フライス加工 マシニングセンタを使った加工に必要な計算
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル
動画で勉強 フライスの加工時間 マシニングセンタでの加工 原価計算 Nujonoa Blog
Vox400形正面フライス 三菱マテリアル Misumi Vona ミスミ

型番 Asx400形正面フライス シャンクタイプ 三菱マテリアル Misumi Vona ミスミ
やさしい実践 機械設計講座

旋盤の切削条件 誰でもわかる 工作機械を徹底解説
旋盤 フライス加工 金属加工会社サトウユニット

切込み角 Kapr と切削抵抗 切込み角と工具寿命 三菱マテリアル株式会社

見積ソフト機械加工 Jcpindex
2
ラフィング ハイスエンドミル 推奨切削条件 技術情報 Misumi Vona ミスミ
Http Www Asahi Kabu Co Jp Download M Dl Id 4ea9eecca2e
平面削りの工具 加工条件について ジュンツウネット21
スクエア 超硬エンドミル 推奨切削条件 技術情報 Misumi Vona ミスミ
卓上cncでアルミを切削するときの条件
研削加工 切削加工 ドレッサの計算ツール 株式会社アライドマテリアル

切削条件の決め方 切削加工の基礎知識7 ものづくり まちづくり Btob情報サイト Tech Note

別刷特集 マシニングセンターにおける加工精度とはなにか 機械 ニュース 日刊工業新聞 電子版

Tool Navi 三菱マテリアル株式会社



